Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Cơ khí
1.Hàn
Hàn là kết nối vật liệu (cứng) của hai chi tiết với nhau (Hình 1).

Ở đây vật liệu được điền vào khoảng hở mối hàn qua nhiệt hay ma sát trong trạng thái lỏng hay đàn hồi. Ở hầu hết các phương pháp hàn, vật liệu bổ sung phải được điền đầy vào khe hở mối hàn. Vì tính chất đặc biệt của nó, hàn được sử dụng nhiều trong phạm vi kỹ thuật, thí dụ như trong sản xuất thiết bị, thiết kế kết cấu thép và kết cấu vật liệu nhẹ, xây dựng cầu, xe hơi, các bệ thân máy và sản xuất các bồn chứa cũng như cho các bộ phận bằng chất dẻo (hàn chất dẻo, trang 322) Kết nối hàn là kết nối bằng vật liệu và không thể tháo ra được.

2.Phân loại phương pháp hàn
Có hàng loạt phương pháp hàn được được phân loại theo DIN EN ISO 4063 trong các nhóm chính là hàn hồ quang, hàn điện trở, hàn hơi, hàn ép, hàn bằng tia và các phương pháp hàn khác (Bảng 1).

Ở phương pháp hàn nóng chảy, thí dụ như ở hàn hồ quang hay hàn hơi, chi tiết được nung nóng tại mối hàn. Ở phương pháp hàn ép thí dụ như hàn ma sát, chỗ hàn được nung nóng đếnntrạng thái nhão. Tiếp theo các phần giáp mối kết dính với nhau qua ép.
Phương pháp hàn có thể phân loại tiếp tục theo
• Vật liệu hàn thí dụ như hàn kim loại và hàn chất dẻo.
• Mục đích của hàn thí dụ như hàn kết nối hoặc hàn đắp.
• Loại gia công thí dụ như hàn bằng tay hay tự động.
Trong một thiết kế hàn những loại liên kết mối hàn, vị trí hàn và trình tự hàn được quy định đặc biệt trong các kế hoạch hàn. Ở những chi tiết mà sự an toàn là quan trọng thì phải đảm bảo chúng được hàn suốt (liên tục) qua toàn bộ tiết diện. Tính phù hợp với hàn (Tính chịu hàn) của một chi tiết tùy thuộc vào khả năng hàn được của vật liệu, an toàn khi hàn của thiết kế và hàn được trong sản xuất.
1.Mối hàn và hình dạng (đường hàn)
Mối hàn là sự sắp xếp các chi tiết được hàn với nhau (Hình 1).

Hình dạng của đường hàn tùy thuộc vào loại liên kết hàn, bề dày của chi tiết kết nối và phương pháp hàn. Các hình dạng mối hàn quan trọng nhất là mối hàn giáp mối, mối hàn I, mối hàn V, mối hàn T, mối hàn X và mối hàn U (Hình 2).

Các mối hàn được thể hiện qua ký hiệu trên bản vẽ. Ở một vài dạng mối hàn phải được vạt mép cạnh tương ứng với yêu cầu cho mối hàn giáp mối của chi tiết. Các cạnh vạt được thực hiện qua phay hay cắt bằng tia (trang 108).
2.Ký hiệu ở các đường hàn
Độ lớn đặc trưng quan trọng ở các mối hàn là bề dày mối hàn. Nó tương ứng với chiều cao mối hàn ở mối hàn V và mối hàn T (thẳng góc) (Hình 2). Mối hàn lớn được hàn qua nhiều lớp (Hình 3).

Sau đường hàn đáy phải thực hiện đường hàn đắp và đường hàn phủ. Nếu có yêu cầu bề mặt láng thì phải mài loại bỏ vùng nhô lên trong phạm vi đường hàn đáy và đường hàn phủ. Ở đây phải lưu ý sao cho không có vết khía ở vùng chuyển tiếp giữa mối hàn và vật liệu cơ bản.
3.Vị trí hàn
Vị trí hàn được tiêu chuẩn hóa trong DIN EN ISO 6947 (Hình 4). Các mối hàn được hàn dễ dàng nhất ở vị trí bằng phẳng (vị trí hàn lấp). Với gá hàn chi tiết hàn được kẹp và các khe hở hàn ở vị trí bằng phẳng có thể được xoay tạo thuận lợi đáng kể cho việc hàn.

Ngược lại, đối với những chi tiết lớn trên công trình xây dựng thì thường phải được hàn trong vị trí bắt buộc thí dụ như hàn trên trần (hàn qua đầu, hàn ngang). Do đó thường được sử dụng que hàn đặc biệt. Các công việc như vậy đòi hỏi cao về kỹ năng của người hàn. Trong nhiều công việc hàn chỉ cho phép sử dụng thợ hàn đã qua kiểm tra tay nghề. Kiểm tra về hàn được tiêu chuẩn hóa và phải thường xuyên lặp lại.
1.1.Hàn vảy
Hàn vảy là phương pháp kết nối bằng vật liệu và phủ lớp cho vật liệu với sự trợ giúp của chất kim loại phụ gia nóng chảy, chất vảy hàn. Nhiệt độ nóng chảy của chất vảy hàn thấp hơn của vật liệu nền cần kết nối. Vật liệu nền sẽ bị thấm ướt bởi chất vảy hàn để không chảy ra. Hàn vảy được sử dụng đa dạng dưới sự ứng dụng chất trợ dung (để nung chảy dễ dàng chất kim loại phụ gia), khí bảo vệ hay trong chân không. Qua hàn vảy hình thành sự kết nối vật liệu không tháo được, đó là kết nối cứng, kín, có khả năng dẫn điện và dẫn nhiệt (Hình 1).

Vật liệu kết nối với nguyên liệu nền có thể có tính chất và thành phần rất khác nhau miễn là chất vảy hàn kết nối với hai. Qua hàn vảy ta có thể kết nối với cùng hay khác loại vật liệu kim loại cứng, kín và khả năng dẫn điện.
1.2.Khái niệm cơ bản về hàn vảy
1.2.1.Quá trình thấm ướt
Điều kiện tiên quyết cho kết nối bằng hàn vảy là chất liệu hàn vảy lỏng thấm ướt trên (làm ẩm) vật liệu nền. Ở đây xảy ra sự lan rộng nhanh của chất vảy hàn lỏng trên bề mặt của chi tiết (Hình 2).

Chất liệu hàn vảy thâm nhập vào trong tinh thể của vật liệu nền, hòa tan một phần của nó và tạo thành một hợp kim (Hình 3).
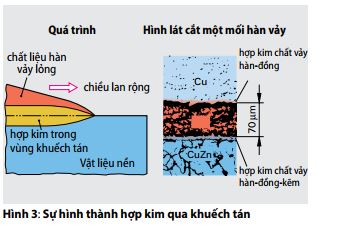
Quá trình này của việc thâm nhập lẫn nhau được gọi là khuếch tán. Một sự thấm ướt tốt chỉ đạt được khi
• Vật liệu nền với chất liệu hàn vảy có thể tạo thành hợp kim
• Điểm hàn (mối hàn) vảy thuần là kim loại.
• Chi tiết và chất vảy hàn được nung nóng đầy đủ.
1.2.2.Khe hở hẹp hàn vảy và khe nối hàn vảy
Khoảng cách giữa hai mặt ghép có ảnh hưởng đặc biệt đến quá trình hàn vảy. Một khoảng cách giữa nhỏ hơn 0,25 mm gọi là khe hàn vảy hẹp. Khoảng cách giữa lớn hơn gọi là khe hở hàn vảy (Hình 4).

Qua hai mặt nằm khít đối diện nhau của khe hở hàn vảy sự bám giữa chi tiết và chất liệu hàn vảy sẽ lớn hơn sự cố kết trong chất vảy hàn lỏng. Qua tác động mao dẫn chất vảy hàn được hút ra vào trong khe hàn vảy Tác dụng mao dẫn càng lớn khi bề ngang khe hở càng nhỏ. Khi bề ngang khe hở hàn vảy được đo chính xác, nó tạo thành một áp lực đầy đủ hút các vảy hàn chống lại lực hấp dẫn (trọng lực) trong khe hàn vảy (Hình 1).

Khi khe hở hàn vảy rộng hơn 0,3... 0,5 mm, lực hút không đủ để rút chất vảy hàn vào khe nối hở (Hình 2).

Một khe hở quá hẹp cũng không kéo đủ chất vảy hàn vào được bên trong, bởi nó không thu nhận đủ chất trợ dung (chất phụ gia nung chảy) để tẩy lớp da bị oxít hóa (Trang 215). Bề ngang khe hở hàn vảy nên vào khoảng từ 0,05 mm đến 0,2 mm. Tránh việc chọn chiều sâu khe hở hàn vảy lớn hơn 15 mm, vì phần lớn chất vảy hàn không được kéo đủ vào trong khe. Lựa chọn kích thước khe hở hàn vảy đúng và chất liệu hàn vảy phù hợp thì sẽ có được kết nối hàn vảy đạt khả năng tải như vật liệu nền.
1.2.3.Nhiệt độ lúc hàn vảy
Kim loại tinh khiết và hợp kim đôi với hợp phần ơtéctic có một độ nóng chảy cố định. Độ nóng chảy của hợp kim ơtécti nằm thấp hơn từng độ nóng chảy của các vật liệu nền tinh khiết. Thí dụ như thiếc tinh khiết nóng chảy ở 2320C, chì tinh khiết ở 3270C, ngược lại một hợp kim với 63% thiếc và 37% chì nóng chảy ở nhiệt độ 1830C (Hình 3).

Hợp kim không có cấu trúc ơtéctíc sẽ không có độ nóng chảy cố định mà là một khoảng nóng chảy. Hợp kim ơtéctíc có một độ nóng chảy, các cấu trúc khác có một khoảng nóng chảy. Thí dụ, nung nóng một hợp kim với 30% thiếc và 70% chì, như vậy từng tinh thể chỉ nóng chảy ở 1830C thôi. Càng nung nóng, càng nhiều tinh thể chảy ra. Chỉ khi đạt đường a-b ở đồ thị thì hợp kim chảy hoàn toàn. Ngược lại ở trong khoảng nóng chảy giữa 1830C và 2600C, có một hỗn hợp nhão từ phần nóng chảy và tinh thể (Hình 3). Lúc hóa rắn (đông cứng), trước tiên các chất liệu hàn vảy dạng lỏng trở lại đặc sệt (dẻo/chảy lỏng) và sau cùng cứng. Sự rung sốc lúc đông đặc làm giảm thiểu tính gắn bó của chất liệu hàn và như thế giảm độ bền của kết nối. Chất liệu hàn vảy phải để đông đặc không có rung mạnh
Nhiệt độ làm việc của một vảy hàn là nhiệt độ bề mặt thấp nhất của chi tiết, ở đó chất liệu hàn thấm ướt, chảy và hợp kim hóa. Ở nhiệt độ dưới nhiệt độ làm việc không có kết nối giữa vảy hàn và vật liệu nền (cơ bản) (“mối hàn đến nhiệt độ làm việc (Hình 1). Khi nhiệt độ làm việc vượt qua nhiệt độ hàn vảy tối đa tạo sét (gỉ sét vì oxit hóa) chi tiết và làm giòn vảy hàn. Phạm vi nhiệt độ tác động là phạm vi ở đó cho phép chất làm lỏng (chất trợ dung) thấm ướt chi tiết qua chất liệu hàn vảy (Hình 1).

Quy tắc làm việc
• Chi tiết và vảy hàn nên được nung nhanh và đều.
• Nhiệt độ làm việc và nhiệt độ hàn vảy tối đa giới hạn phạm vi nhiệt độ hàn vảy.
• Phạm vi nhiệt độ tác động của chất trợ dung phải lớn hơn phạm vi nhiệt độ hàn vảy
Mục lục [Hiển thị]
2.1.Phân loại phương pháp hàn vảy theo nhiệt độ hàn (Bảng 1)

Ở hàn vảy mềm nhiệt độ hàn nằm dưới 4500C. Hàn vảy mềm áp dụng khi cần thiết có kết nối kín hay kết nối có tính dẫn điện và không đặt yêu cầu cao cho khả năng tải hoặc khi chi tiết hàn vảy nhạy cảm với nhiệt. Qua thiết kế dạng kết nối cứng có thể tăng khả năng tải lên cao (Hình 2).

Ờ hàn vảy cứng nhiệt độ hàn nằm trên 4500C. Kết nối bằng hàn vảy cứng có thể được thực hiện dưới dạng hàn đối đầu (hàn thẳng góc); mở rộng chiều sâu khe hở mối hàn làm tăng độ bền (Hình 2). Hàn vảy với nhiệt độ cao là hàn vảy với khí bảo vệ hay trong chân không với nhiệt độ nằm trên 9000C.
2.2.Phân loại theo loại vảy hàn
Ở hàn vảy với vảy hàn đặt sát vào, chi tiết được nung nóng ở chỗ hàn với nhiệt độ hàn vảy. Sau đó chất vảy hàn được làm chảy ra khi chạm vào chi tiết. Ở hàn vảy với miếng vảy hàn được lót vào trong, người ta nung nóng chi tiết cùng chung một lượng vảy hàn được định trước với nhiệt độ hàn vảy ở mối hàn. Ở hàn vảy nhúng chi tiết được nung nóng trong bể vảy hàn chảy lỏng, nơi vảy hàn chảy lấp vào khe hở mối hàn.
Năng lượng tiêu thụ trong quá trình hàn
Theo nguồn năng lượng để nung nóng ta phân biệt
• Hàn vảy qua khí ga (hàn vảy bằng ngọn lửa, hàn
vảy bằng lò)
• Hàn vảy qua vật thể rắn (hàn vảy bằng mỏ hàn,
hàn vảy khối)
• Hàn vảy qua chất lỏng (bể vảy hàn, hàn vảy nhúng)
• Hàn vảy qua tia (hàn vảy bằng tia laser)
• Hàn vảy qua dòng điện (hàn vảy bằng điện trở, hàn vảy bằng cảm ứng).
Ở hàn vảy bằng ngọn lửa các chi tiết kết nối được nung nóng với ngọn lửa bằng khí ga. Chất vảy hàn được nạp vào khi chỗ hàn đạt nhiệt độ làm việc. Đặt miếng vảy hàn có dạng mối hàn vào chi tiết, như thế nhiệt dẫn vào phải truyền qua chi tiết chảy đến chất vảy hàn, nếu không chất vảy hàn sẽ bị nung quá lửa (Hình 1).
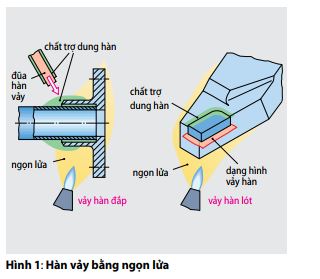
Ở hàn vảy bằng mỏ hàn chỗ hàn của chi tiết được làm nóng với một mỏ hàn (Hình 2). Hàn vảy bằng mỏ hàn chỉ thích hợp cho hàn vảy mềm. Mỏ hàn được đốt nóng bằng điện hay bằng chất khí (ga).

2.3 Vảy hàn
Vảy hàn được sử dụng là hợp kim, ít khi dùng kim loại tinh khiết, vì độ nóng chảy của nó nằm dưới độ nóng chảy của kim loại kết nối. Vảy hàn được chia ra làm vảy hàn mềm, vảy hàn cứng, vảy hàn tốc độ cao và vảy hàn cho vật liệu nhôm. Các vảy hàn được cung cấp dưới dạng khối, dạng băng, dạng dây, dạng hình vảy hàn cũng như dạng bột và dạng bột nhão (Hình 3).

Vảy hàn mềm cho kim loại nặng được chia thành nhóm (Bảng 1).

Vảy hàn cứng cho kim loại nặng được phân chia theo thành phần cấu tạo, ứng dụng và nhiệt độ làm việc (Bảng 1). Để hàn vảy nhiệt độ cao người ta sử dụng vảy hàn cứng với độ tinh khiết lớn, chủ yếu là hợp kim crôm-kền hay hợp kim bạc-vàng-paladi.

Vảy hàn đồng gồm đồng không oxy hay hợp kim đồng với kẽm và thiếc. Nó được sử dụng để hàn vảy cứng cho vật liệu sắt, vật liệu đồng và vật liệu kền. Nhiệt độ hàn nằm trong khoảng 5250C và 11000C. Vảy hàn cứng chứa bạc (vảy bạc) có nhiệt độ làm việc nhỏ hơn vảy hàn đồng. Nhiệt độ hàn nhỏ nhất đạt với vảy hàn có chứa Cađimi. Chất Cađimi rất độc, vảy hàn có chứa Cađimi chỉ được cho phép sử dụng trong trường hợp ngoại lệ có lý do và với các biện pháp phòng ngừa thích hợp. Vảy hàn có chứa chất Cađimi, đặc biệt lúc quá nóng, có thể biến thành hơi độc
3.1.Tổng quan
Kim loại nung nóng kết hợp nhanh chóng với oxy tạo thành lớp oxít hóa. Lớp này hạn chế sự thấm ướt qua vảy hàn (Hình 1).

Để giải quyết vấn đề lớp oxít hóa và ngăn ngừa sự oxít hóa tiếp theo người ta sử dụng chất trợ dung hàn khi hàn vảy. Cũng có thể ngăn ngừa oxít hóa qua hàn vảy dưới lớp khí bảo vệ hay trong chân không. Chất trợ dung giải quyết vấn đề oxít hóa và ngăn ngừa oxít hóa tiếp theo.Sự chọn lựa chất trợ dung hàn phụ thuộc theo vật liệu nền hàn vảy và phương pháp hàn vảy, trước hết là theo nhiệt độ làm việc của vảy hàn được sử dụng. Sự tác dụng của chất trợ dung hàn phải được đưa vào sử dụng dưới nhiệt độ làm việc và vượt quá nhiệt độ hàn vảy tối đa. Do đó chất trợ dung hàn được phân chia theo phạm vi nhiệt độ tác dụng của nó. Để đạt được hàn vảy chắc chắn ở toàn bộ diện tích kết nối (khe hở) mối hàn vảy, phần lớn là ngay trước khi chi tiết được hợp nhất người ta quét lên chỗ mối hàn chất trợ dung hàn lỏng hay nhão. Sau khi hàn vảy xong phải loại bỏ chất trợ dung hàn còn thừa, nếu không có thể xuất hiện tình trạng bị ăn mòn.
Quy tắc làm việc
• Trước khi hàn làm sạch chỗ mối hàn và quét với chất trợ dung hàn.
• Sau khi hàn phải loại bỏ chất trợ dung hàn còn thừa.
• Không nên để chất trợ dung dính vào da.
• Chỗ làm việc phải thoáng gió.
Ký hiệu của chất trợ dung thực hiện theo tiêu chuẩn quốc tế qua các con số cho loại chất trợ dung hàn, chất nền trợ dung hàn và chất trợ dung kích hoạt cũng như ký hiệu chữ A cho dạng lỏng, chữ B cho dạng cứng và chữ C cho dạng sệt (dẻo, nhão) (Bảng 1). Ký hiệu từ trước đến nay có chữ F cho chất trợ dung, S cho kim loại nặng, L cho kim loại nhẹ và H cho hàn vảy cứng (Bảng 2).

3.2.Thí dụ của một công việc hàn
Một ống dẫn khí cho áp lực cao bằng thép kéo nguội láng có thành mỏng được kết nối với một bạc lót hình cầu bằng hợp kim đồng kẽm G-CuZn15 (thau) (Hình 1).

Phương pháp hàn vảy. Từ lý do an toàn và vì tải cao của đầu mút đường ống, cần phải chọn phương pháp hàn vảy cứng. Vảy hàn và chất trợ dung hàn. Để giữ sức bền của ống thép vảy hàn phải có nhiệt độ hàn thấp. Chất AG106 được chọn. Chất trợ dung hàn phù hợp là F-SH1 dạng bột nhão. Quy trình gia công. Dây vảy hàn với đường kính 1,5 mm được uốn thành vòng (Hình 1), thoa (bôi) chất trợ dung hàn và đặt vào bạc lót. Ống thép cũng được thoa với chất trợ dung và đẩy vào bạc lót. Sự khác biệt của đường kính giữa ống thép và bạc lót là 0,2 mm tạo ra một khe mối hàn là 0,1 mm. Để hàn, khoảng hở phần hàn được đặt thẳng đứng và nung nóng với ngọn lửa sao cho ống và bạc lót có thể đạt nhiệt độ hàn 7100C cùng một lúc. Đến khi vảy hàn chảy, bạc lót hạ xuống dưới và khe hở mối hàn vảy được lấp đầy qua tác dụng của mao dẫn. Trong lúc vảy hàn đông đặc bắt buộc phải tránh sốc, nếu không sức bền củakết cấu không được bảo đảm. Sau khi làm nguội mối hàn được tẩy mòn oxít và chất trợ dung hàn còn dư bằng dung dịch axít sulfuric 10% đậm đặc. Tiếp theo người ta rửa nhiều lần qua nước lạnh, để khô và thoa nhẹ dầu chống sét.
Hàn hồ quang tay bao gồm mạch điện hồ quang giữa que hàn và chi tiết (Hình 1).

Sự phân cực tùy thuộc theo vỏ bọc của que hàn sử dụng. Thông thường được hàn với dòng điện một chiều và que hàn gắn vào cực âm. Điều này dẫn đến một sự đánh lửa tốt, một sự thấm thấu hẹp và sâu cũng như ít làm nóng que hàn. Qua nhiệt độ cao của hồ quang, cả những cạnh của mối hàn lẫn que hàn dẫn bằng tay đều bị nung nóng chảy ở vùng hàn. Sự nóng chảy được bảo vệ bởi lớp áo khí ga và xỉ chống oxít hóa. Sự nóng chảy khi nguội tạo thành mối hàn. Nguồn dòng điện hàn. Trong nguồn điện hàn, điện xoay chiều lấy từ điện lưới với điện thế 230V đến 400V phải được chuyển đổi thành dòng điện hàn từ 15V đến 30V. Khi hàn với điện một chiều điện xoay chiều được biến đổi thành dòng điện
một chiều. Bộ đảo là thiết bị hàn điện tử hiện đại, kích thước cấu kết nhỏ khả năng tạo các dòng điện và công suất cao. Nó tạo bên cạnh dòng điện một chiều còn dòng điện sin hoặc dòng điện xoay chiều dạng thẳng góc và cho phép khả năng điều chỉnh đa dạng (Hình 2).

Đường đặc trưng (Đặc tuyến) dòng-điện áp chỉ sự liên quan giữa cường độ dòng điện và điện thế của nguồn dòng điện hàn. Ở hàn hồ quang, đặc tuyến nên là một đường càng dốc càng tốt. Như thế sự thay đổi chiều dài không mong muốn của hồ quang vì thợ hàn chỉ gây tác động ít hay dao động nhỏ vào dòng điện hàn (dòng điện không thay đổi), trong khi điện thế được tự động điều chỉnh cho phù hợp. Ở nguồn điện, cường độ dòng điện hàn được chỉnh và như thế xác định được một đường đặc trưng từ một nhóm đặc tuyến.

Điểm cắt của đường đặt trưng này với đường đặc trưng điện trở của hồ quang là điểm làm việc. Trong quá trình hàn nó tác dụng cường độ dòng điện và điện thế (Hình 3). Điện thế không tải của một nguồn dòng điện hàn là điện thế của thiết bị được đóng điện không tải. Những điện thế không tải là vì hạn chế bởi lý do an toàn (Bảng 1).

Que hàn. Que hàn gồm dây lõi (lõi điện cực) và vỏ bọc (lớp trợ dung) (Hình 1).
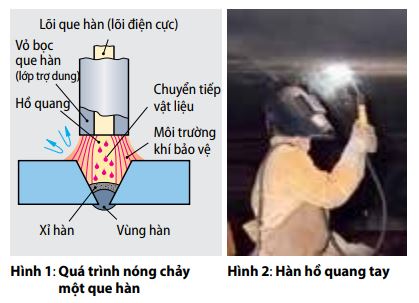
Lúc chảy lỏng que hàn này sinh một lớp khí làm vỏ bảo vệ. Nó ổn định hồ quang, che chắn quá trình chuyển tiếp của vật liệu chảy lỏng và vùng hàn chống lại với không khí xung quanh (Hình 2). Vỏ bọc que hàn chảy lỏng nổi trên mối hàn là xỉ hàn. Nó ngăn ngừa ăn mòn ở nhiệt độ cao và làm nguội nhanh của mối hàn. Sự biến dạng co và sự tôi cứng của phạm vi mối hàn được giảm. Vỏ bọc que hàn chủ yếu chứa thành phần hợp kim nhằm cải thiện độ bền và độ dai của mối hàn.Đặc trưng. Tính chất của que hàn có thể đọc được từ ký hiệu ngắn đã chuẩn hóa (Hình 3).

Có 4 loại vỏ bọc cơ bản R, B, C, A (Bảng 1), các loại hỗn hợp RA, RB, RC, RR cũng như các bề dày vỏ bọc que hàn khác nhau. Mỗi loại que hàn có tính chất hàn riêng cho các công việc hàn điển hình. Hồ quang. Hồ quang được đánh lửa qua chạm ngắn chi tiết với que hàn. Qua việc kéo lại vài milimét, que hàn nhận được chiều dài đúng cho hàn. Động năng của điện tử va chạm vào cực dương làm tăng nhiệt độ. Ở cực âm phát sinh một nhiệt độ khoảng 36000C, ở cực dương nơi thường đặt ở chi tiết, nhiệt độ vào khoảng 4200oC

Sự dập hồ quang (Tác dụng thổi). Trong hàn hồ quang hồ quang bị lệch do ảnh hưởng của trường điện từ, tự hình thành chung quanh dây dẫn điện mỗi lần dòng điện chạy qua. Que hàn đứng thẳng trên chi tiết, đường lực ở trong vòng cong hướng về phía cực bị đẩy vào nhau và nới lỏng ở phía đối diện. Trong phạm vi nới lỏng này hồ quang sẽ chệch hướng (Hình 1).

Sự tác dụng dập hồ quang chủ yếu xảy ra trong khi hàn với dòng điện một chiều, đặc biệt là trong hàn thép. Nó có thể mạnh đến mức không thể hàn được. Việc giảm bớt tác dụng thổi có thể đạt được qua cách đặt kẹp cực ở chi tiết, thay đổi chiều hàn, sử dụng que hàn có vỏ bọc dày, độ dốc của que hàn so với hướng thổi hay qua hàn với dòng điện xoay chiều.
Loại và đường kính của que hàn được xác định bởi bề dày nguyên liệu, vật liệu của chi tiết và loại hàn (hàn kết nối hay hàn đắp). Khi hàn, que hàn nóng chảy phải được bổ sung liên tục để chiều dài hồ quang không thay đổi. Bằng cách dẫn hướng tương ứng của que hàn, người ta có thể ảnh hưởng đến hướng và áp lực của hồ quang để bể kim loại nóng chảy tiếp tục chảy không theo hướng hàn. Tránh xỉ tạp và lỗi kết nối hàn. Đoạn còn dư của que hàn nóng chảy đạt nhiệt độ nung đỏ có nghĩa là dòng điện hàn bị chỉnh quá lớn. Nếu dòng điện hàn này quá nhỏ, hồ quang có thể được đánh lửa kém và được giữ (kềm lại) và xỉ lỏng làm cản trở sự kết nối của một mối hàn bình thường. Ở hàn hồ quang tay, chiều dài hồ quang nên tương đương với đường kính lõi của que hàn. Khoảng hở mối hàn lớn được hàn nhiều lớp (Hình 2).

Xỉ của đường hàn trước phải được loại bỏ hoàn toàn. Lớp hàn phủ được hàn với chuyển động dao động ngang. Hàn đứng được hàn với động tác di chuyển đặc biệt của que hàn (Hình 3).

3.1.Hàn hồ quang kim loại trong môi trường khí bảo vệ (MIG, MAG)
Trong hàn MIG /MAG (theo ISO 857-1 Hàn hồ quang kim loại trong môi trường khí bảo vệ), một hồ quang dòng điện một chiều cháy giữa cực dương của dây điện cực và chi tiết (Hình 1).

Dây hàn nóng chảy được dẫn từ một cuộn dây trên một thiết bị dẫn tiến qua bộ cáp dây đến đầu hàn (đầu súng hàn). Bước dẫn tiến của dây hàn (Tốc độ cấp dây) tùy thuộc vào tốc độ nóng chảy. Trong đầu hàn, dòng điện hàn được truyền ngay trước hồ quang qua béc điện tiếp xúc vào dây điện cực. Tại đoạn ngắn ở cuối dây nhô ra ngoài, mật độ dòng điện cao vì tiết diện dây của điện cực nhỏ. Qua đó hàn đạt được công suất nóng chảy cao và độ thâm nhập sâu. Dây điện cực đặc hay dây điện cực nhồi (lõi) sử dụng làm vật liệu bổ sung. Lõi (nhân) chứa chất khoáng của dây điện cực nhồi tạo ra một lớp xỉ trên mối hàn để bảo vệ trước sự oxy hóa và tôi (biến) cứng bề mặt. Sự điều chỉnh. Dòng điện hàn và bước dẫn tiến dây (tốc độ cấp dây) được điều chỉnh trước khi hàn. Nó tùy thuộc vào vật liệu, khí bảo vệ, bề dày của chi tiết và đường kính của dây. Ở những thiết bị hàn hiện đại, các thông số khác nhau thí dụ như dòng điện cơ bản và dòng điện cao hoặc tần số xung điều chỉnh được cũng như các chương trình hàn đặc biệt, trong đó vật liệu và độ dày nguyên liệu hàn được lập trình sẵn, chỉ cần gọi ra để áp dụng. Phương pháp hàn MIG/MAG rất phù hợp cho hàn tự động.
3.2.Quá trình chuyển tiếp vật liệu
Vật liệu nóng chảy ở điện cực thành dạng giọt đi qua trên chi tiết và tan chảy ở đó thành đường hàn (mối hàn). Loại hồ quang sẽ xác định giọt vật liệu chuyển tiếp như thế nào, trong đó tùy theo khoảng cách của điện cực và kích cỡ của giọt mà có thể xảy ra tình trạng tiếp xúc ngắn hạn hay ngắn mạch giữa điện cực và chi tiết (Bảng 1).

Dòng điện một chiều có thể dẫn đến hồ quang phun, hồ quang dài hay hồ quang ngắn. Với dòng điện xung (Trang 224), vật liệu đạt đến tình trạng chuyển tiếp không ngắn mạch với xu hướng bắn tóe ít. Hàn với xung hồ quang được sử dụng cho tất cả các vật liệu dày, thép hợp kim, kim loại nhẹ, thép lá mỏng và hàn ở vị trí khó khăn. So sánh với hàn điện một chiều việc sử dụng xung điện hàn rõ ràng tạo ra ít nhiệt hơn ở chi tiết dẫn đến ứng suất méo và ứng suất co ngót nhỏ hơn. Phương pháp hàn. Ở hàn MIG (Metal Inert Gas) khí argon hay khí helium được sử dụng làm khí trơ bảo vệ (phản ứng chậm). Khí bảo vệ này là cần thiết để hàn kim loại không sắt, hợp kim nhôm và thép hợp kim cao. Ở hàn MAG (Metal-Active-Gas) người ta sử dụng khí bảo vệ hoạt tính (có khả năng phản ứng kích hoạt). Thuộc về loại này gồm có khí CO2 (Ký hiệu là MAGC) và khí hỗn hợp argon với CO2 và O2 (MAGM). Các khí bảo vệ này ảnh hưởng đến việc chuyển tiếp vật liệu ở trong hồ quang, chiều sâu ngấu (chiều sau thâm nhập), hình dạng mối hàn và sự tạo thành kim loại nóng chảy văng ra. Khuyết điểm của khí hoạt tính là sự cháy hoàn toàn của thành phần hợp kim và qua đó giảm sức bền của đường hàn (mối hàn). Qua sự lựa chọn thích hợp vật liệu bổ sung có thể tác dụng ngược lại. Quá trình hàn MAG được sử dụng để hàn thép hợp kim và không hợp kim với tốc độ nóng chảy cao. Hàn hồ quang trong môi trường khí bảo vệ Vonfram Gồm hàn Vonfram trong khí trơ (hàn WIG) và hàn plasma vonfram (hàn WP). Hai quá trình hàn này làm việc với với điện cực Vonfram không nóng chảy. Que hàn với vật liệu bổ sung cho hồ quang phần lớn được dẫn bằng tay và nóng chảy từ đó. Thiết bị hàn gồm một nguồn điện hàn, có thể được chuyển sang một chiều hoặc xoay chiều, và một mỏ hàn với nguồn điện hàn được kết nối qua bộ dây hàn. Trong bộ dây hàn là điện hàn và dây mạch điều khiển, ống khí bảo vệ và ống cấp/thoát nước làm nguội ở mỏ hàn lớn (Hình 1).

Khí bảo vệ sử dụng à khí trơ argon và helium hay hỗn hợp hai khí đó. Điện một chiều, điện xoay chiều hay dòng điện mạch động có thể sử dụng ở hàn hồ quang trong môi trường khí bảo vệ (Hình 1 trang 224). Qua một dòng điện mạch động nguời ta đạt được một mối nối bắc cầu khe hở và hàn an toàn ở vị trí khó. Lỗi mối hàn ở cuối đường hàn, thí dụ như ở hàn ống, được ngăn ngừa qua việc giảm dòng điện xuống chậm. Hàn bằng dòng điện một chiều WIG với điện cực âm Vonfram được sử dụng chủ yếu cho hàn thép hợp kim cũng như kim loại không sắt và hợp kim của nó. Đầu điện cực vonfram được mài nhọn, hồ quang cháy ổn định và có thể được dẫn tốt hơn trong khi hàn. Vùng chảy (độ ngấu) hẹp và sâu (Hình 2, trang 223).

Hàn WIG bằng dòng điện xoay chiều phần lớn được sử dụng để hàn vật liệu nhôm và kim loại nhẹ khác. Ở nửa sóng dương của dòng điện xoay chiều, điện tử chảy từ chi tiết qua điện cực Vonfram và xé lớp oxít có độ nóng chảy cao của kim loại nhẹ. Ở nửa sóng âm, điện tử chạy đến chi tiết và sản xuất ra nhiệt để làm chảy lỏng kim loại. Quá trình hàn WIG được sử dụng đặc biệt cho kết cấu hàn hảo hạng của chi tiết mỏng và thép lá từ thép hợp kim cao và hợp kim nhôm (Hình 2).

Kỹ thuật hàn của hàn WIG
Ở hàn WIG mỏ hàn được để nghiêng chừng 150 với hướng hàn cách một khoảng từ 2 đến 3 mm (chiều dài hồ quang) trên chỗ hàn (hình 1, trang 223).

Vật liệu bổ sung (que hàn) được điền bằng tay phía bên cạnh với chuyển động lên xuống (thăng giáng). Có thể tránh vết lõm hàn và lằn nứt bằng cách hạ thấp dòng điện hàn ở cuối mối hàn. Sau khi ngắt dòng điện, để ngăn ngừa việc bị oxít hóa ở mối hàn, béc hàn phải được giữ lâu trên chỗ mối hàn cho đến khi vũng hàn trở nên nguội dưới khí bảo vệ thổi vào.
Hàn hồ quang plasma với điện cực vonfram (WP)
Hàn hồ quang plasma WP được thực hiện bằng một thiết bị hàn WIG với một béc hàn (vòi phun) đặc biệt (Hình 3).

Phục vụ cho nguồn nhiệt là tia plasma (trang 109). Nó được tạo ra ở đầu nhọn mỏ hàn, làm nóng dòng khí bằng hồ quang cho đến khi đạt trạng thái khí plasma. Tia khí plasma được thắt hẹp lại bởi vòi phun đồng được làm mát bằng nước và chạm vào mối hàn bằng một chùm tia plasma sắc bén (mạnh) với mật độ năng lượng cao trên các điểm hàn. Một lớp bọc khí bảo vệ làm ổn định cột hồ quang plasma và bảo vệ vũng chảy trước không khí chung quanh. Qua tia khí plasma rất mỏng và năng lượng dồi dào có thể kết nối thép lá dày với một mối hàn rất hẹp. Hàn WP cũng được sử dụng trong lĩnh vực kỹ thuật hàn micro. Hàn micro plasma ứng dụng cho hàn thép lá dày cũng như bề dày đường hàn đắp đến khoảng 1 mm

Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

