Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Cơ khí
1.Ghép nối (Kết nối)
Máy, đồ gá và thiết bị gồm nhiều chi tiết rời khác nhau (Hình 1).

Trong sản xuất cũng như trong lắp ráp, các cơ phận rời được kết nối với nhau sao cho đạt được các chức năng yêu cầu. Sự kết nối của cơ phận rời đến đơn vị chức năng được gọi là ghép nối. Bộ phận được ghép nối có thể truyền tải lực hoặc momen quay. Ở trục máy cưa đĩa (Hình 1) momen quay của trục (vị trí 1) truyền qua then bằng (vị trí 2) trên chi tiết tiếp giáp (vị trí 3). Lực tác động trên vòng bi nhào (vị trí 9) được truyền trực tiếp qua lỗ thân máy hay gián tiếp trên nắp đậy (vị trí 10) và bù long sáu cạnh (vị trí 11) trên vỏ bợ trục (vị trí 7). Sự kết nối của cơ phận rời gọi là ghép nối. Qua ghép nối sự gắn kết của cơ phận rời ở vị trí ghép nối được tạo ra hoặc tăng cường.
2.Phương pháp ghép nối
Tùy theo cách tác dụng người ta phân biệt ghép nối dạng cứng, ghép nối ma sát, ghép nối dạng có tải trước và dạng ghép nối chắc (Bảng 1, trang 206).



2.1.Ghép nối dạng cứng
Ở ghép nối dạng cứng các chi tiết được kết nối vào nhau bởi hình dạng ăn khớp với nhau. Như vậy thí dụ như then bằng (vị trí 2) truyền tải momen quay của trục (vị trí 1) đến mặt tựa của đùm (vị trí 3 - hình 1 và hình 2).

Kết nối dạng cứng được thiết lập với
• Then bằng.
• Trục then hoa.
• Bù long định vị.
• Chốt.
• Bù long.
• Đinh tán.
2.2.Ghép nối lực (ghép nối ma sát)
Ở ghép nối ma sát momen quay và lực được truyền qua lực ma sát, lực này phát sinh qua các cơ phận ép lại với nhau (Hình 3).

Ở trục cưa đĩa (Hình 1) thí dụ như lưỡi cưa ở giữa chi tiết tiếp giáp (vị trí 3) và đĩa kẹp (vị trí 4) được kẹp khi siết đai ốc sáu cạnh (vị trí 6). Các lực ma sát ở vị trí tiếp xúc sẽ mang theo lưỡi cưa.

Hệ số ma sát μ có xem xét đến
• Kết cấu bề mặt • Tình trạng bôi trơn
• Vật liệu ghép đôi (kết hợp) • Loại ma sát
Ở lực tiếp xúc (lực thường) bằng nhau, bề mặt nhám của cơ phận truyền lực nhiều hơn ở bề mặt láng.
Giữa bề mặt bôi trơn phát sinh một lực ma sát nhỏ hơn ở giữa bề mặt khô. Lực ma sát cũng tùy thuộc vào việc các cơ phận chuyển động lên nhau (ma sát do chuyển động) hoặc cũng không dịch chuyển với nhau cho dù có tác động của lực (ma sát tĩnh). Lực ma sát luôn tác động ngược chiều chuyển động Kết nối lực là
• Kết nối bằng bù long. • Kết nối côn.
• Kết nối kẹp chặt. • Ly kết một đĩa.
2.3.Kết nối dạng có tải trước
Ở kết nối dạng tải trước, momen quay truyền động ban đầu bằng kết nối lực. Then dẫn động (Hình 2) lắp ghép trục và đùm, trong đó then không nằm bên cạnh trong rãnh đùm. Khi lực ma sát bị vượt qua momen quay chủ yếu được chuyển qua dạng kết cấu cứng vì bây giờ các bề mặt bên của trục và rãnh đùm nằm bên then.

Kết nối dạng có tải trước là
• Kết nối bằng then
• Kết nối côn với lò xo đĩa
• Kết nối bằng răng mặt đầu
2.4.Kết nối bằng vật liệu
Ở kết nối bằng vật liệu chi tiết được giữ chặt qua lực cố kết và lực bám, thí dụ như vỏ bợ trục (Hình 1, trang 204) bằng hai phần hàn dính lại.Kết nối bằng vật liệu chắc là
• Kết nối bằng hàn, kết nối bằng hàn vẩy và kết nối bằng dán.
2.5.Kết nối cố định và kết nối di động (lỏng)
Qua ghép nối xuất hiện kết nối cố định hay di động (Hình 3).

Ở kết nối cố định các chi tiết luôn luôn có cùng vị trí với nhau. Ở kết nối di động vị trí của chi tiết ghép nối với nhau có thể thay đổi, thí dụ như một bánh răng nhỏ (bánh răng chủ động) có thể trượt (di động) trên một trục then hoa. Kết cấu cố định và kết cấu di động có thể là tháo rời hoặc không tháo rời. Ở kết cấu tháo rời các chi tiết lắp chung có thể tháo rời không bị hủy (Hình 4).

Ở kết nối không tháo rời các vị trí kết nối hoặc chi tiết phải bị hủy (Hình 5).

1.Kết nối ép
Kết nối ép xảy ra khi cơ phận (chi tiết) có kích thước dôi (quá khổ) giữa các mặt ghép. Qua lực ép xuất hiện, lực và momen quay có thể được truyền không cần thêm cấu kiện cơ phận kết nối.
Kết nối ép truyền lực và mô men quay qua dạng ma sát.
1.1.Kết nối ép bằng cách ép vào theo hướng chiều dài
Ở kết nối ép, các chi tiết được ghép nhờ một máy ép vào theo hướng chiều dài (Hình 1).

Phần chi tiết trong nên vạt từ 2 đến 5 mm dài với một góc tối đa 50, vì lúc ép vào cạnh sắc chi tiết trong là các đỉnh nhấp nhô của bề mặt lỗ bị cào xước và như vậy sẽ làm tăng đường kính lỗ và giảm lực bám. Thoa dầu bề mặt ghép trước khi ép vào ngăn chận sự làm mòn của chi tiết.
1.2.Kết nối ép qua nhiệt (co lại)
Trước khi ghép bằng kết nối ép, chi tiết ở ngoài được nung nóng và đẩy vào chi tiết trong. Lúc để nguội kết nối ép hình thành qua sự co lại của phần ngoài chi tiết (Hình 2).

Việc thu nhỏ kích thước lúc làm nguội của
một chi tiết với những mặt ghép kín trong đã được nung nóng trước gọi là sự co lại. Để nung nóng người ta sử dụng thiết bị nung bằng cảm ứng, bể dầu và mỏ hàn xì.
Quy tắc làm việc
• Phải tuân thủ đúng nhiệt độ nung nóng đã được quy định trước để tránh việc thay đổi cấu trúc tinh thể của vật liệu.
• Chi tiết lớn, cồng kềnh phải nung cho đều, nếu không sẽ bị cong vênh (lệch, méo).
• Chi tiết nhạy cảm với nhiệt như các đệm kín phải được tháo ra trước khi nung.
1.3.Kết nối ép qua làm lạnh (giãn nở)
Trong trường hợp chi tiết ngoài không thể nung nóng được vì hình dạng và kích thước lớn hay vì cấu trúc tinh thể thay đổi, người ta làm lạnh chi tiết trong (trục) đến khi nào nó được ghép dễ dàng vào chi tiết ngoài (lỗ) (Hình 3).

Chất làm lạnh là đá lạnh khô (carbon dioxit rắn đến -790C) và ni tơ lỏng (đến -1900C). Lúc làm nóng trở lại chi tiết trong nở ra và hình thành kết nối ép với chi tiết ở ngoài. Phải chú ý đến quy định về phòng ngừa tai nạn lao động khi làm việc với các chất làm lạnh. Việc tăng kích thước qua nung nóng một chi tiết với những mặt lắp ghép được làm lạnh trước đó gọi là sự giãn nở.
1.4.Kết nối ép bằng phương pháp thủy lực
Ở phương pháp thủy lực dầu máy được ép vào những mặt lắp ghép qua một vòng rãnh đã được gia công vào trong trục hay lỗ (Hình 1).

Qua đó những chi tiết bị biến dạng đàn hồi có thể được dịch chuyển tách rời nhau bằng lực nhỏ. Chi tiết với mặt lắp ghép côn có thể được ghép và tách ra với phương pháp này. Các chi tiết dạng trụ chủ yếu được ghép nối qua co lại. Sự tháo rời có thể được thực hiện bằng phương pháp thủy lực cho đến khi đùm còn phủ qua vòng rãnh của trục (Hình 1). Sau đó đùm có thể được tháo rời hoàn toàn với lực tuơng đối nhỏ vì dầu vẫn còn
giữa các mặt lắp ghép. Phương pháp thủy lực được sử dụng chủ yếu để lắp và tháo các vòng bi lớn (trang 393).
2.Kết nối cắm tác động nhanh
Ở kết nối cắm tác động nhanh, tính đàn hồi của vật liệu (phần lớn là chất dẻo hay thép lò xo) được khai thác cho việc ghép hai chi tiết vào với nhau. Một hình cầu, một gờ tròn mặt đầu hoặc một cái móc ăn khớp vào trong các mặt xén của chi tiết khác và hình thành kết nối chặt (Hình 2).
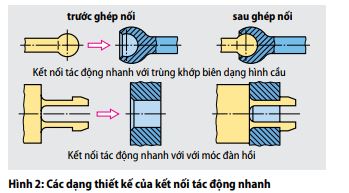
Tối thiểu một phần của kết nối phải bằng vật liệu đàn hồi để khi ghép vào hay tháo ra cho phép làm biến dạng bằng cỡ chiều cao gờ tròn mặt đầu. Người ta phân biệt kết nối tác động nhanh tháo được và không tháo được (Hình 3).

Kết nối không tháo được có một mặt phẳng ở bên trong của nó để ngăn cản sự tách rời các phần. Ở kết nối tháo được gờ tròn mặt đầu có độ dốc ở cả hai hướng chuyển động. Ở kết nối tác động nhanh một phần ghép bị biến dạng đàn hồi và sau đó móc tháo đượchay không tháo được.
Kết nối tác động nhanh được ghép bổ sung với cấu kiện gắn chặt thí dụ như các đường chỉ trang trí bằng chất dẻo ở thân xe hơi.Cấu kiện gắn chặt điển hình cho kết nối tác động nhanh là kẹp và móc, các móc và kẹp này cần ít lực ghép và có thể vượt qua sai lệch sản xuất ở lỗ (Hình 4).

1.Phương pháp dán (sự kết dính)
Trong phương pháp dán, vật liệu cùng hay khác loại được kết nối bằng vật liệu với nhau qua một lớp đệm ở giữa được hóa cứng toàn bộ.
Kết nối dán chủ yếu được sử dụng để:
• Kết nối các bộ phận kết cấu
• Khóa chặn các vít
• Làm kín các mặt ghép nối
Chúng được sử dụng trong ngành chế tạo máy bay và xe hơi cho các cấu trúc và bao che, làm dính chặt các má thắng (đệm hãm), gắn chặt các các bạc lót và bợ trục, khóa chặt các vít và làm kín các vỏ hộp. (Hình 1)

Các đặc trưng của kết nối dán
Ưu điểm
• Tinh thể không thay đổi.
• Ứng suất phân bổ đều.
• Nhiều kết hợp vật liệu.
• Kết nối kín khít (chặt).
• Ít đòi hỏi công sức làm khớp với nhau.
Khuyết điểm
• Cần mặt ghép lớn.
• Độ bền mỏi ít.
• Độ bền nhiệt ít.
• Một phần biến cứng lâu và phức tạp.
2.Các cơ sở của sự kết nối dán
Tính bền lâu của kết nối dán tùy thuộc vào lực cố kết của chất dính ở các mặt ghép và lực bám ở trong màng dính (Hình 2).

Một lực cố kết cao có thể đạt được khi mặt ghép sạch, khô và hơi sần sùi (nhám). Qua quá trình biến cứng hình thành từ chất keo dán lỏng một chất nhựa rắn. Để tận dụng hết độ bền của chi tiết kim loại, chiều dài chồng lên phải bằng từ 5 đến 20 lần bề dày của thép lá (Hình 3).

Khả năng tải của kết nối dán không những chỉ phụ thuộc vào độ lớn của mặt ghép, mà lại còn phụ thuộc đáng kể vào loại ứng suất. Kết nối dán nên được thực hiện sao cho lớp dán chủ yếu chịu ứng suất cắt và chỉ ở mức độ nhẹ trên tải kéo. Không cho phép ứng suất lột vì dẫn đến kết nối dễ bị xé (Hình 4).

Nó phải được ngăn ngừa qua các biện pháp đặc biệt thí dụ như là viền gấp mép hay tán ri vê (đinh tán). Kết nối dán phải có mặt bằng lớn và không cho phép gây ứng suất lột.
3.Các loại chất kết dính
Chất kết dính nóng chảy đông đặc hoàn toàn thuần túy qua sự làm nguội. Chất kết dính ướt trở nên cứng khi dung môi bay hơi. Chất kết dính (keo dán) hai thành phần (chất kết dính phản ứng) là loại keo dán sử dụng phổ biến nhất cho kim loại (Bảng 1 trang 210).
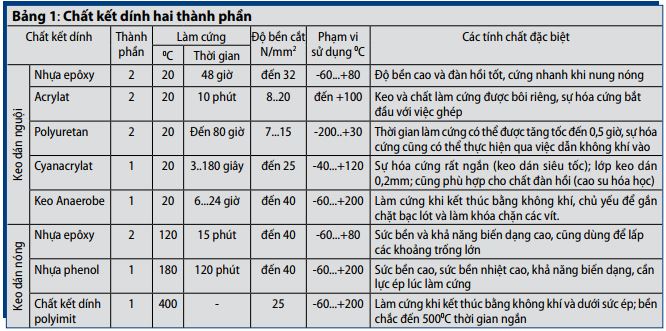
Nó biến cứng qua phản ứng hóa học. Theo nhiệt độ xử lý keo dán được phân loại là chất kết dính nóng và chất kết dính nguội, theo sự kết hợp là keo dán một hoặc hai thành phần.
4.Xử lý trước bề mặt dán
Sự xử lý trước bằng cơ học thực hiện qua phun cát mịn hay mài với giấy nhám. Cần thiết phải tách mỡ (khử mỡ, tẩy dầu) sau khi xử lý cơ học hay trước khi xử lý hóa học. Việc này được thực hiện qua khử bằng hơi nước, bằng phương pháp nhúng hay lau bằng giẻ đã nhúng chất dung môi. Thay vì xử lý cơ học có thể thực hiện xử lý hóa học qua ăn mòn (bằng cách phun hóa chất). Ăn mòn là loại xử lý hiệu quả nhất, bởi bề mặt được làm sạch đồng thời được làm nhám (sần sùi). Sau khi ăn mòn hay khử mỡ phải để khô một cách cẩn thận. Mặt dán phải khô, sạch và hơi nhám
5.Chế biến (xử lý) chất kết dính
Hai thành phần keo phải được pha trộn với trọng lượng cần thiết và đúng tỷ lệ ngay trước khi sử dụng. Thời gian xử lý (tuổi thọ dán keo, thời gian sử dụng) bị hạn chế. Tùy theo hình thức giao hàng các chất keo được bôi (trét) mỏng và đều bằng súng phun, với cọ hay với bay hoặc qua việc đặt một màng keo dán.
6.Biến cứng
Nhiều chất kết dính lúc bôi có dạng dẻo như mật ong, sẽ chảy loãng lúc bắt đầu biến cứng. Do vậy các phần ghép phải đảm bảo không bị xê dịch, ở một vài chất kết dính phải ép thêm. Thời gian và nhiệt độ của sự biến cứng phụ thuộc theo loại chất kết dính và theo hướng dẫn của nhà sản xuất.
Quy trình làm việc để chế tạo một kết nối dán
• Mặt ghép phải khô, sạch, không có dầu mỡ và hơi nhám.
• Nên thực hiện việc bôi chất kết dính ngay lập tức sau khi xử lý bề mặt.
• Bề dày của lớp chất kết dính nên ở khoảng từ 0,1mm đến 0,3 mm.
• Trong khi biến cứng phải đảm bảo các phần dán không bị xê dịch.
• Chất kết dính ở trạng thái chưa biến cứng không nên để chạm vào da.
• Phòng làm việc phải thông gió tốt, bởi có thể xuất hiện hơi có hại cho sức khỏe.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

