Danh mục sản phẩm
Th07 07, 2025 / Theo Bientapbien 01 / in Cơ khí
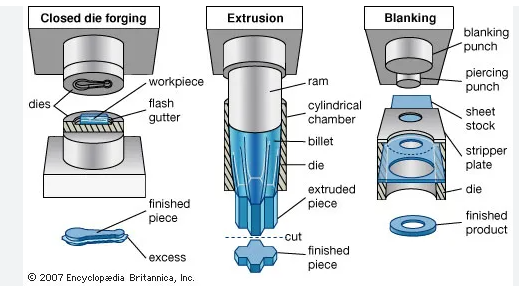
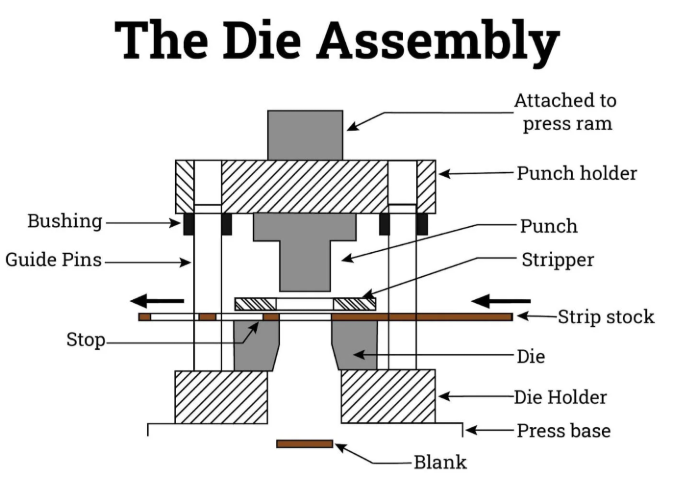
Trong quy trình gia công kim loại bằng máy đột, chày đột (punch) và khuôn đột (die) là hai bộ phận làm việc trực tiếp với vật liệu, đóng vai trò quyết định đến hình dạng, kích thước, chất lượng của sản phẩm đột ra, cũng như tuổi thọ của dụng cụ và sự ổn định của máy. Việc lựa chọn chày đột và khuôn đột phù hợp, đặc biệt là dựa trên loại vật liệu cần gia công, là yếu tố then chốt để đạt được hiệu quả sản xuất cao nhất. Bài viết này sẽ cung cấp hướng dẫn chi tiết giúp bạn đưa ra lựa chọn đúng đắn.
Tầm Quan Trọng Của Việc Lựa Chọn Khuôn Đột Phù Hợp Với Vật Liệu
Sử dụng bộ khuôn đột không phù hợp với loại vật liệu có thể dẫn đến nhiều hậu quả nghiêm trọng:
Chất lượng sản phẩm kém: Lỗ đột không sắc nét, có nhiều ba via (burr), biến dạng không mong muốn, hoặc kích thước sai lệch.
Tăng chi phí sản xuất: Do phải làm lại, thay dụng cụ thường xuyên, và tiêu hao vật liệu.
Vật Liệu Ảnh Hưởng Đến Lựa Chọn Khuôn Đột Như Thế Nào?
Loại vật liệu kim loại bạn định đột (ví dụ: thép carbon, thép không gỉ, nhôm, đồng, đồng thau...) với các đặc tính khác nhau về độ cứng, độ bền kéo, độ giãn dài và khả năng chống mài mòn, sẽ ảnh hưởng trực tiếp đến việc lựa chọn khuôn đột ở các khía cạnh sau:
Vật Liệu Chế Tạo Chày Đột & Khuôn Đột:
Lưu ý: Đây chỉ là nguyên tắc chung mang tính chất kham khảo. Giá trị chính xác cần xem bảng hướng dẫn từ nhà sản xuất khuôn đột hoặc nhà cung cấp vật liệu, vì nó còn phụ thuộc vào độ cứng cụ thể của vật liệu và loại thao tác đột.
Hướng Dẫn Lựa Chọn Cụ Thể Cho Một Số Loại Vật Liệu Phổ Biến:
Thép Carbon (Thép nhẹ/Thép mềm):
Khe hở khuôn: Tương tự như nhôm hoặc hơi lớn hơn tùy thuộc vào độ cứng của hợp kim.
Các Yếu Tố Bổ Trợ Khác Liên Quan Đến Vật Liệu:
Lực Đột Yêu Cầu: Vật liệu cứng hơn và dày hơn đòi hỏi lực đột lớn hơn. Điều này cần được tính toán để đảm bảo máy đột có đủ công suất (tấn) để thực hiện thao tác.
Chất Bôi Trơn: Sử dụng chất bôi trơn phù hợp trong quá trình đột giúp giảm ma sát giữa dụng cụ và vật liệu, làm mát, giảm mài mòn và cải thiện chất lượng cắt. Loại chất bôi trơn cũng cần được chọn dựa trên loại vật liệu.

Khuôn đột lỗ oval, lỗ tròn
Lời Khuyên Để Tối Ưu Hóa Tuổi Thọ Dụng Cụ và Chất Lượng Sản Phẩm:
Luôn tham khảo hướng dẫn: Tham khảo bảng thông số khe hở khuôn và khuyến nghị vật liệu từ nhà sản xuất chày đột, khuôn đột hoặc nhà cung cấp vật liệu.
Sử dụng chất bôi trơn phù hợp: Đảm bảo sử dụng chất bôi trơn đúng loại và đủ lượng.
Kết Luận:
Lựa chọn chày đột và khuôn đột phù hợp với loại vật liệu là một bước thiết yếu để đảm bảo hiệu quả, chất lượng và độ bền trong quy trình gia công kim loại bằng máy đột. Đặc biệt chú ý đến khe hở khuôn, vì đây là yếu tố kỹ thuật quan trọng nhất cần được điều chỉnh dựa trên đặc tính và độ dày của vật liệu. Bằng cách hiểu rõ những nguyên tắc này và tham khảo hướng dẫn từ các chuyên gia hoặc nhà sản xuất, bạn sẽ có thể tối ưu hóa quy trình đột dập của mình và đạt được kết quả tốt nhất.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

