Danh mục sản phẩm
Th07 22, 2025 / Theo Bientapbien 01 / in Cơ khí
Quý vị đã biết, máy CNC hoạt động dựa trên các đường chạy dao chính xác đến từng micron. Nhưng sự chính xác này sẽ vô nghĩa nếu phôi không được giữ cố định hoàn toàn tại vị trí đã định vị. Gá kẹp phôi CNC chính là tập hợp các kỹ thuật và cơ cấu được sử dụng để áp dụng lực giữ cần thiết lên phôi, đảm bảo phôi không bị xê dịch, rung động hay biến dạng dưới tác động của lực cắt, nhiệt và các yếu tố khác trong suốt chu kỳ gia công.
Đây không chỉ đơn thuần là "siết chặt"; đây là sự tính toán kỹ lưỡng về lực, vị trí, hướng tác động để phôi được giữ một cách tối ưu nhất cho nguyên công cụ thể.

Tầm Quan Trọng Chuyên Sâu Của Kẹp Chặt Trên Máy CNC:
Chống lại Lực Cắt Động Học: Dao cắt trên máy CNC tạo ra lực cắt phức tạp, thay đổi liên tục về độ lớn và hướng (lực tiếp tuyến, hướng kính, dọc trục). Đặc biệt trong phay, lực cắt là gián đoạn, tạo ra các va đập nhỏ liên tục. Cơ cấu kẹp phải đủ độ cứng vững để hấp thụ và chống lại những lực này, ngăn phôi bị trượt, nhấc lên, hoặc quay.
Đảm bảo An toàn Vận hành: Phôi bị văng ra khỏi máy do kẹp lỏng lẻo là một trong những nguyên nhân tai nạn nghiêm trọng nhất trong gia công CNC. Kẹp chặt an toàn là yêu cầu bắt buộc.

Các Phương Pháp và Cơ Cấu Kẹp Phôi Phổ Biến Trên Máy CNC (Chi Tiết Hơn):
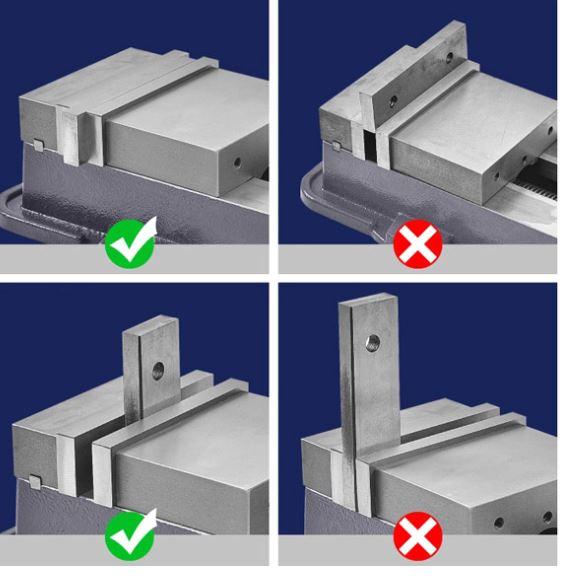
Kẹp Cơ Khí (Mechanical Clamping):
Nhược điểm: Chỉ dùng được cho vật liệu sắt từ. Lực kẹp chủ yếu theo phương thẳng đứng, khả năng chống lại lực cắt ngang bị hạn chế (thường cần kết hợp với các chốt chặn hoặc vấu tì chống trượt). Có thể để lại từ dư trên phôi sau khi nhả kẹp. Chi phí đầu tư (đặc biệt loại Electro-Permanent).
Nguyên Tắc & Kỹ Thuật Nâng Cao Khi Kẹp Chặt Phôi CNC:
Lực Kẹp Tối Ưu và Phân Bố:
Thiết kế Đồ Gá Hỗ trợ Kẹp: Đồ gá phải có không gian đủ cho cơ cấu kẹp hoạt động, không cản trở việc nạp/tháo phôi và tiếp cận dao cụ. Các chi tiết kẹp (đặc biệt là loại tự động) thường được tích hợp vào thiết kế tổng thể của đồ gá chuyên dụng hoặc module.
Tích Hợp Kẹp Tự Động với Hệ Thống CNC:
Các hệ thống kẹp khí nén và thủy lực thường được kết nối với bộ điều khiển CNC thông qua các tín hiệu vào/ra (I/O). Lệnh M-code trong chương trình CNC có thể được sử dụng để điều khiển van phân phối, bật/tắt chức năng kẹp phôi một cách tự động, đồng bộ với chu trình gia công.
Vai Trò Của Phần Mềm Thiết Kế:
Trong thiết kế đồ gá CNC hiện đại, phần mềm CAD (Computer-Aided Design) được sử dụng để tạo mô hình 3D của đồ gá và phôi. Một số phần mềm còn có khả năng mô phỏng việc áp dụng lực kẹp và dự đoán phản ứng của phôi, giúp kỹ sư thiết kế tối ưu hóa vị trí và loại kẹp trước khi chế tạo thực tế.
Kết Luận:
Gá kẹp phôi là một khía cạnh kỹ thuật phức tạp nhưng cực kỳ quan trọng trong quy trình gá phôi trên máy CNC. Nó không chỉ là việc giữ phôi cố định mà là sự tính toán tỉ mỉ về loại cơ cấu kẹp, lực kẹp, vị trí và hướng kẹp để phôi có thể chịu được các tác động của quá trình gia công mà không bị xê dịch hay biến dạng. Nắm vững các phương pháp kẹp phổ biến (cơ khí, thủy lực, khí nén, chân không, từ tính), hiểu rõ nguyên tắc áp dụng lực kẹp tối ưu và tuân thủ các kỹ thuật kẹp hiệu quả là yếu tố then chốt để khai thác triệt để khả năng của máy CNC, đạt được độ chính xác cao nhất, nâng cao năng suất, giảm phế phẩm và đảm bảo an toàn lao động trong môi trường sản xuất hiện đại.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

