Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Cơ khí
1.Phủ lớp sơn
Tùy mục đích sử dụng, nhiều sản phẩm kỹ thuật được xử lý bề mặt hoặc một phủ lớp thích ứng sau khi gia công. Qua đó một số những tính chất nhất định được cải thiện, thí dụ như khả năng trượt của bề mặt láng, hay sự hấp dẫn và tuổi thọ của sản phẩm được nâng cao. Việc xử lý bề mặt để phục vụ cho việc chống ăn mòn ngắn hạn hay để chuẩn bị cho việc phủ lớp tiếp theo. Khi phủ lớp, thông thường một lớp mỏng bám chặt bằng sơn, nhựa, kim loại, men hoặc gốm được phủ
lên trên cấu kiện. Trong quá trình xử lý trước khi gia công (tiền xử lý) và phương pháp phủ lớp cũng như chọn vật liệu phủ lớp, ta phải chú ý đến tác động của môi trường và an toàn tuyệt đối cho sức khỏe.
2.Phủ lớp với sơn và chất dẻo
Phủ lớp với sơn và chất dẻo phục vụ bên cạnh cải thiện mỹ quan còn đặc biệt để chống ăn mòn. Trong một số trường hợp lớp phủ cũng cần cải thiện khả năng trượt cũng như chống trượt hoặc khả năng cách điện. Một lớp phủ với sơn và chất dẻo có hiệu quả và bền đòi hỏi xử lý trước bề mặt phủ lớp một cách khách quan và một lớp phủ được thực hiện đúng kỹ thuật (thích hợp). Nó bao gồm các bước sau đây:
• Rửa sạch cấu kiện các chất dơ bám, dầu, mỡ và nước thông qua quá trình rửa và sấy khô.
• Tạo một nền bám cho lớp phủ qua phốt phát hóa ở vật liệu thép và crôm hóa ở vật liệu nhôm.
• Phủ lớp cấu kiện với một hoặc nhiều lớp sơn hay với một lớp chất dẻo.
3. Phốt phát hóa và crôm hóa
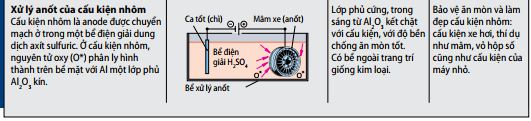
Ở phốt phát hóa cấu kiện thép được nhúng hoặc trong một bể phốt phát kẽm (Hình 1) hay trong một buồng phun sương dung dịch phốt phát kẽm. Nó hình thành trên bề mặt thép một lớp phốt phát sắt chừng 20 μm mỏng, kết chặt cứng với vật liệu gốc (cơ bản).

Nó phục vụ như nền bám cho một lớp sơn phủ và ngăn ngừa gỉ sét ở dưới lớp sơn. Phốt phát hóa cũng có thể phục vụ như lớp bảo vệ cơ bản cũng như là lớp chống sét ngắn hạn (hình 3, trang 305) hoặc lớp trượt trên thép lá biến dạng. Qua crôm hóa cấu kiện bằng vật liệu nhôm có được một nền bám và một sự bảo vệ chống lớp sơn chảy lan. Lớp crômmat được thực hiện như phốt phát hóa qua nhúng hay phun sương.
4.Sơn và phủ lớp chất dẻo
Chủ yếu chất sơn phủ lớp gồm một chất kết dính lỏng, thí dụ như nhựa alkyd, nhựa acryl, nhựa polyuretanhay nhựa epoxy và những hạt màu dạng bột để chống sét và tạo màu. Các thành phần này được trộn lẫn với nhau để tạo thành một khối lượng sơn có thể quét bằng tay hay phun bằng súng (sơn máy). Độ sệt phù hợp sẽ được điều chỉnh bằng dung môi hay nước. Sau khi phủ lên, dung môi bốc hơi và lớp sơn trở nên cứng. Nên ưu tiên sử dụng chất sơn nghèo (ít) dung môi hay sơn nước. Tùy theo phương pháp phủ lớp, những chất dẻo được sử dụng cho việc phủ nhựa là chất dẻo nhựa rắn như polyester, polyurethan và nhựa epoxy hay nhựa nhiệt như PVC hay polyamid. Để ứng dụng phủ lớp có nhiều phương pháp khác nhau được sử dụng (Trang 231) tùy theo dạng kết cấu, mục đích, yêu cầu và cỡ lô (số lượng sản xuất trong một đợt).


Ở phủ lớp số lượng lớn trong công nghiệp với yêu cầu chống sét cao thí dụ: khung sườn xe hơi, nhiều quá trình phủ lớp được kết hợp thành một hệ thống (bộ thiết bị) sơn liên tục, thí dụ như bao gồm các bước sau đây: làm sạch → phốt phát hóa → sơn nhúng điện → phun PVC dưới lườn → hai lần sơn phun điện → làm khô. Lớp phủ đơn giản, thí dụ như vỏ bao máy, được áp dụng ưu tiên phủ lớp bột tĩnh điện trên thép lá đã
phốt phát hóa.
5.Phủ lớp với kim loại
Sự phủ lớp với kim loại có mục đích chính là chống sét và nâng cao độ bền mài mòn của bề mặt cấu kiện. Nó cũng một phần phục vụ cho việc tu bổ và tân trang các mặt mài mòn cũng như để cải thiện bề ngoài và che chắn điện từ trường.
Những lớp phủ kim loại được sử dụng:
• để chống sét: kẽm, kền, crôm, molybden, hợp kim sắt-crôm-kền.
• để chống mài mòn: kền cứng, crôm cứng cũng như lớp kền với chèn hạt mài và hạt vật liệu cứng.


6.Phủ lớp với tính chất đặc biệt
Loại phủ lớp này ngoài tác dụng chống sét và tác dụng chống mài mòn của nó còn tạo thêm những tính chất hoàn toàn đặc trưng, thí dụ như khả năng trượt cao, độ cứng tột cùng, sức bền nhiệt. Các lớp phủ để sử dụng được làm bằng men, gốm và chất liệu cứng, lớp kết nối bằng kim loại với các hạt được chèn vào cũng như lớp oxít tạo trên cấu kiện.

1.Cơ sở
Các phương pháp sản xuất được lựa chọn và thiết bị sản xuất được vận hành sao cho
• không có chất độc thải ra làm giảm sức khỏe của công nhân.
• không đưa chất có hại vào môi trường gây ô nhiễm và tổn hại đến môi trường.
Nếu có thể được, phải hoàn toàn tránh việc sử dụng các chất độc hại. Các thí dụ cho điều này là việc cấm chất amiăng, việc loại bỏ chì và cađimi (Cađimi) trong hàn vảy và để bảo vệ sự ăn mòn cũng như thay thế chất tẩy rửa lạnh nguy hại đến sức khỏe (chất clo hydrocacbon CKW như Per và Tri) bằng chất tẩy rửa không độc hại để tẩy rửa các chi tiết dính dầu bẩn. Nơi mà việc sử dụng chất gây ô nhiễm là không thể tránh hoặc không thể thay thế được về mặt kỹ thuật, thì người ta cần phải giảm bớt số lượng sử dụng xuống càng ít càng tốt. Người ta có thể đạt được điều này thông qua việc sử dụng loại sơn nghèo dung môi. Chỉ khi tất cả các khả năng tránh và giảm đã được tận dụng hết, trong những trường hợp hạn chế, phương pháp sản xuất với những chất có hại mới được phép sử dụng dưới sự tuân thủ nghiêm ngặt (các quy định về môi trường). Những hệ thống này được vận hành trong một chu trình khép kín để không có chất ô nhiễm rò rỉ ra ngoài. Các chất còn sót lại không thể tránh khỏi sẽ được thu gom lại và qua tái chế có thể sử dụng nhiều lần. Phần còn lại của các chất gây ô nhiễm không dùng được nữa nên được thải đi một cách thích hợp. Trong bảo vệ môi trường để đối phó các chất ô nhiễm áp dụng tuần tự các biện pháp: tránh nếu được - giảm lượng - sử dụng lại nhiều lần - tiêu hủy đúng cách các phần còn lại.

Xử lý tại hệ thống gia công cắt gọt
Hãng xưởng với máy công cụ cắt gọt có phoi và hệ thống sản xuất là nguyên nhân gây ra chất ô nhiễm và chất thải không thể tránh khỏi và phải được xử lý thích hợp tuân theo hướng dẫn của luật xử lý chất thải. Để bảo vệ sức khỏe của người vận hành và để giữ được một môi trường không bị thiệt hại, không được vượt quá giá trị giới hạn của hàm lượng chất gây ô nhiễm trong không khí và nước thải của xí nghiệp.
Mối nguy hại cho sức khỏe trong cắt gọt lấy phoi phát sinh từ dung dịch cắt gọt. Nó là dầu khoáng sản với một số nhiều hóa chất bổ sung, thí dụ như để chống sét hoặc chống nhiễm khuẩn. Ổ những người nhạy cảm, điều này có thể dẫn đến các bệnh về da (bệnh chàm - eczema dầu) và hô hấp (nhiễm trùng). Biện pháp hỗ trợ để khắc phục: đậy máy, hút dầu và dùng kem thoa da.
2.Làm sạch các chi tiết
Chi tiết phải được làm sạch, không có dung dịch cắt gọt dư bám vào và chất bẩn sau khi tạo dạng (thí dụ như chi tiết tiện) và trước khi tiếp tục xử lý(thí dụ trước khi đem sơn). Trước kia người ta làm sạch chi tiết bằng cách nhúng vào chất làm sạch lạnh dạng lỏng. Chất làm sạch lạnh này như Tetra (cacbontetraclorua) hay Tri (trycloetylan) gồm chất clo hydrocacbon (CKW) có tác dụng mạnh gây nguy hại cho sức khỏe và môi trường. Để tránh chất độc này người ta phát triển ra hệ thống rửa bằng hơi nước nóng, rửa sạch chi tiết bẩn do dầu và mỡ với hơi nước nóng và chất kiềm tẩy rửa giống như xà phòng (Tensiden). Chất này cũng tốt như chất làm sạch lạnh (Hình 1).

Dung dịch kiềm chứa chất bẩn được làm sạch bởi hệ thống thiết bị xử lý nước thải (Trang 132).
3.Sơn các bộ phận kim loại
Ở sơn phun các cơ phận kim loại với nước sơn gốc chứa dung môi, môi trường bị ô nhiễm bởi dung môi bay hơi sau khi sơn và cặn sơn phát sinh nhiễm vào. Với việc sử dụng sơn nghèo dung môi hoặc sơn có gốc nước, môi trường ít hoặc không bị ảnh hưởng vào lúc sơn phun. Một cách phủ lớp cấu kiện cũng thân thiện với môi trường là phương pháp sơn bột (Hình 2).
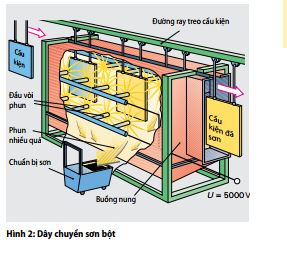
Hạt sơn dạng bột trong đầu phun được tích tĩnh điện tới hàng ngàn Volt được phun với áp lực theo hướng của cấu kiện xem như là biến thành cực đối.
Các hạt sơn tích điện bị chi tiết hút vào và giữ tĩnh điện trên đó. Sau đó cấu kiện với lớp phủ rời chạy qua một buồng nung, nơi hạt sơn bị nung chảy vào nhau với nhiệt độ chừng 2000C thành một lớp sơn phủ và cứng lại. Những hạt sơn không bám vào cấu kiện được thu hồi và phun lại lần nữa.
4.Làm sạch khí thải
Khí thải của nhà máy gia công kim loại với sản xuất bị nhiễm bẩn mạnh chứa môt loạt chất có hại (Hình 3):

• Bụi mịn và các loại hơi có chứa kim loại nặng (chì, cađimi, kẽm v.v...) từ lò đúc, ở chỗ làm sạch, thiết bị hàn và hàn vảy.
• Khí oxít nitơ và khí carbon monoxít từ hệ thống thiết bị nung, ở chỗ hàn, nơi lò tôi, ở bể muối nóng chảy.
• Những loại hơi và son khí (sương) từ các chất axít và muối độc thí dụ phân xưởng khắc/tẩy rửa ăn mòn, lò tôi và xưởng xi mạ
Các khí thải từ các nhà máy kim loại phải được lọc và khử chất độc trong một hệ thống thiết bị làm sạch khí thải. Nó bao gồm nhiều công đoạn (Hình 3, trang 235).Trước tiên bụi thô và son khí (aeroson) được lắng trong bầu lắng. Sau đó bụi mịn được tách trong ống lược và bộ phận tách bụi bằng điện. Cuối cùng các khí độc được giữ chặt trong trong bộ lọc than hoạt tính. Mối nguy hiểm sức khỏe phát sinh thí dụ như từ kim loại nặng chứa bột mịn với chì, cađimi, kẽm, mangan và crôm, như trong hàn vảy, hàn và đúc. Cũng như khí CO (cacbonmonoxit) tạo thành từ khí bảo vệ CO2 trong hàn MAG hay muối được sử dụng lúc tôi có độc tính cao. Phải quan tâm đến việc thông gió và hút gió để đảm bảo có đầy đủ không khí trong lành dẫn vào và không khí thở không có bụi trong phạm vi làm việc. Trong không gian làm việc với chất độc hại không được ăn, uống hay hút thuốc. Phải chú ý đến những hướng dẫn để ứng phó với chất độc của xí nghiệp.
5.Xử lý nước thải từ các nhà máy kim loại
Trong các nhà máy gia công kim loại tồn tại nước thải bẩn trong nhiều phạm vi làm việc:
• Bùn và chất thải, thí dụ như từ nơi mài hay làm sạch khói lò ướt.
• Nước thải từ gia công cắt gọt có phoi, từ hệ thống sơn và từ phân xưởng khắc/tẩy rửa ăn mòn, bị làm bẩn với cặn dầu, sơn còn dư hay chất làm sạch lạnh.
• Với axít, nước kiềm và muối độc chứa đầy nước thải từ lò tôi và xưởng xi mạ. Sự làm sạch toàn bộ nước thải của một xí nghiệp xảy ra trong một hệ thống thiết bị nhiều bậc (Hình 1).

Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

