Danh mục sản phẩm
1.1 Khái niệm
Người ta hiểu ép đùn là sự sản xuất liên tục một thanh (sợi, ống) chất dẻo dài vô tận (không ngừng) với một máy ép trục vít được gọi là máy ép đùn (Hình 1).

Máy ép đùn là một máy đúc ép sản phẩm dạng thanh bằng trục vít được gia nhiệt và hoạt động liên tục với một khuôn định hình phía trước, gọi là đầu phun (béc) prôfin. Nguyên liệu chất dẻo ban đầu dạng hạt được chuyển hóa bên trong máy ép đùn thành khối để định hình. Bộ phận quan trọng nhất của máy ép đùn là một trục vít 3 vùng (với 3 kích thước) (Hình 2).

Trong vùng nạp liệu của trục vít, hạt chất dẻo được đưa vào, ép và bắt đầu gia nhiệt. Trong vùng nén, nguyên liệu tiếp tục được nung nóng, nén chặt, thải khí và được nhào trộn. Tại vùng định lượng nguyên liệu được tiếp tục nhào trộn và đồng hóa. Qua việc gia nhiệt, khối nguyên liệu trở thành một khối chất dẻo sệt chảy được. Trục vít quay tạo ra một áp lực, ép khối chất dẻo sệt chảy nhanh qua đầu phun profin, cho ra thành các thanh định hình. Tùy theo profin mà các thanh được định hình khác nhau. Nó được dẫn tiếp đến đoạn hiệu chỉnh kích thước và đoạn làm nguội để hóa rắn. Các bán thành phẩm khác nhau có thể được chế tạo bằng cách thay đổi khuôn định dạng (đầu phun profin). Sản phẩm của máy ép đùn điển hình là các loại profin, ống, thanh, tấm, băng. Băng trải chất dẻo và màng dầy được chế tạo bằng phương pháp cán láng, có nghĩa là dùng ru-lô gia nhiệt cán mỏng băng phẳng được chế tạo từ máy ép đùn. Màng mỏng (10 μm đến 30 μm) được chế tạo bằng hai phương pháp: Trong phương pháp ép đùn màng mỏng băng chất dẻo mỏng được ép đùn từ đầu phun khe hẹp khổ rộng, được cán nóng bằng rulô tiếp theo đó và được kéo giãn nguội cho đến khi băng chất dẻo trở thành màng mỏng với bề dày ấn định trong phương pháp ép đùn màng mỏng. Trong phương pháp ép đùn thổi khối chất dẻo được ép đùn qua một đầu phun có khe hình vành khăn cho ra một ống mỏng, tiếp đó được thổi giãn dài ra thành màng mỏng (Hình 3).

1.2.Thổi ép đùn
Vật thể rỗng như bồn chứa, thùng chứa và can chứa chất lỏng được chế tạo qua nhiều bước gia công thổi ép đùn (Hình 1). Chất dẻo dạng ống còn nóng có thể định dạng, được chuẩn bị gia công trong máy ép đùn và được dẫn vào một khuôn định dạng rỗng ➀. Sau khi đóng kín khuôn rỗng, gió được thổi vào bên trong vòi và ép sát vòi vào thành khuôn rỗng được làm nguội. Tại đây nó sẽ đông cứng lại và có hình dáng của khuôn ➁. Kế đến khuôn mở ra
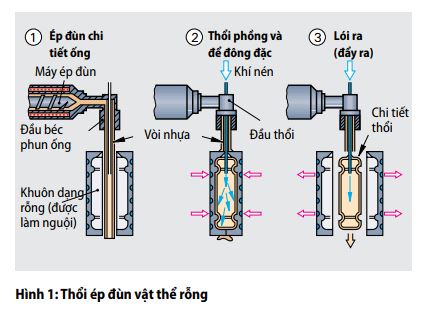
Khối chất dẻo được phun xịt vào khuôn rỗng theo chu trình để sản xuất ra chi tiết định dạng có hình thể phức tạp.
Những ưu điểm của đúc phun:
• Sự định dạng trực tiếp trong một công đoạn từ nguyên liệu ra thành phẩm.
• Chi tiết không cần phải thêm khâu gia công hoàn chỉnh phụ, nếu có thì chỉ rất ít.
• Quy trình có thể hoàn toàn được tự động hóa và có khả năng tái sản xuất thành phẩm cao.
2.1.Máy đúc phun
Máy đúc phun là một tổ hợp trên cùng một bệ máy của một bộ phận hóa dẻo và một bộ phận khuôn định dạng gồm hai phần, với đơn vị đóng và đơn vị mở (Hình 2).

Bộ phận dẻo hóa gồm có một xi lanh dẻo hóa với trục vít và xi lanh phun (Hình 2, trang 317, bên dưới). Trục vít có cấu tạo tương tự như một máy ép đùn. Nó có thêm một bộ phận chặn dòng chảy trở về, xi lanh dẻo hóa có đầu béc phun có thể khóa lại được.
Bộ phận đóng và mở có một xi lanh đóng và một xi lanh mở. Xy lanh đóng có hai chức năng: đóng khuôn và giữ khuôn kín, chống lại áp lực phun. Sau quá trình làm nguội, khuôn được mở tách ra do xy lanh mở và thành phẩm có thể do cơ cấu lói ra (đẩy ra) hoặc đưa ra khỏi khuôn bằng khí nén. Xy lanh dẻo hóa hoạt động liên tục. Nó vận chuyển, nhào nặn, nung nóng và dẻo hóa khối nguyên liệu đạt đúng nhiệt độ và độ nhớt sao cho nguyên liệu có khả năng chảy được chuẩn bị sẵn sàng cho việc đúc phun.
Chu trình gia công trong đúc phun
Đúc phun được thực hiện theo chu trình hoạt động của các cụm máy (Hình 1).

Khuôn đóng lại và phun
Sau khi khuôn hai mảnh đóng lại, xi lanh dẻo hóa di chuyển với đầu béc phun về phía trước áp sát vào lỗ đậu rót khuôn. Pít-tông của xi lanh đẩy ấn trục vít về phía trước, ép lượng chất dẻo chảy tự do qua rãnh dẫn đi vào bên trong khuôn ➀ có hình dạng của thành phẩm. Trục vít quay gia tăng áp lực phun và ép tiếp tục lên lượng chất dẻo để cân bằng sự co rút trong giai đoạn làm nguội sau đó. Áp lực phun tối đa lên đến 2000 bar. Không khí trong buồng khuôn rỗng thoát ra ngoài xuyên qua mặt phân cách khuôn. Làm nguội và tách rời thành phẩm. Trong đúc phun nhựa nhiệt dẻo, cả hai nửa mảnh khuôn được làm nguội. Lượng vật thể đông cứng bắt đầu từ thành khuôn và giữ lại hình dạng cuối cùng của nó. Khi đậu rót của thành phẩm đông cứng, vòi phun đóng lại và xi lanh dẻo hóa được kéo trở về phía sau. Sau thời gian làm nguội khuôn mở ra và thành phẩm được đẩy ra ngoài bằng khí nén ➁. Khuôn đóng lại, xi lanh tiến sát vào.
Khuôn được đóng lại. Trục vít quay vận chuyển và đồng thời dẻo hóa khối nguyên liệu ép khuôn và tạo nên áp lực phun cần thiết. Áp lực này đẩy trục vít trở lại và tập hợp (định lượng) phần nguyên liệu từ bên ngoài vào phòng trước của trục vít (nạp liệu), nó sẽ được phun vào khuôn trong hành trình phun. Khi đạt được áp lực phun, đơn vị phun tiến sát vào khuôn ➂ và một chu kỳ gia công mới lại bắt đầu ➀.
2.2.Tự động hóa đúc phun
Trục vít dẻo hóa được khởi động bằng động cơ thủy lực. Sự chuyển động của xi lanh phun và của đơn vị đóng khuôn hoạt động bằng xi lanh thủy lực hoặc bằng bộ truyền động điện.
Một đơn vị tự động hóa điều khiển các chu trình gia công được kết hợp tuần tự của đơn vị hóa dẻo và đơn vị đóng (Hình 2), giúp cho máy đúc phun có thể tự vận hành tiếp tục.

2.3.Các thông số của quy trình đúc phun
Người ta chỉ nhận được sản phẩm đúc phun hoàn hảo với những trị số điều chỉnh được kết hợp của loại vật liệu nhựa dẻo, máy đúc phun cũng như khuôn đúc và kích cỡ chi tiết. Các thông số quy trình được đo đạc tại nhiều vị trí khác nhau của máy đúc phun và được điều chỉnh theo các trị số yêu cầu. Các thông số quy trình quan trọng nhất là nhiệt độ nóng chảy và nhiệt độ khuôn cũng như áp suất phun.
Nhiệt độ nóng chảy. Khả năng chảy (di chuyển) của lượng nguyên liệu đúc được điều chỉnh tùy theo nhiệt độ nóng chảy. Nó lệ thuộc tùy theo mỗi loại chất dẻo, thí dụ nằm trong khoảng từ 2000C đến 2500C đối với polyuretan dẻo nhiệt và trong khoảng từ 2600C đến 3000C đối với polyamid và polycacbonat. Nếu điều chỉnh nhiệt độ nóng chảy quá thấp sẽ dẫn đến việc không đổ đầy khuôn hoàn toàn, ngược lại nhiệt độ nóng chảy quá cao sẽ gây hư hại cho khối nguyên liệu đúc. Nhiệt độ khuôn quyết định cho tính năng làm nguội của khối nguyên liệu đúc và sự đông cứng trong sản phẩm. Nhiệt độ làm nguội thấp sẽ dẫn đến một sự sắp xếp sâu rộng của polyme bên trong chi tiết đúc (Hình 1).
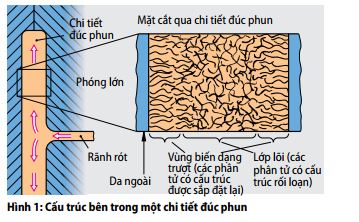
Điều này có tác dụng đến đặc tính cơ học của nó. Thông thường nhiệt độ khuôn nằm trong khoảng từ 800C đến 1200C. Ở nhiệt độ này vật đúc dễ uốn cong khi được đẩy khỏi khuôn mà không bị biến dạng. Áp lực phun và áp lực bổ sung. Áp lực phun phải được tính toán sao cho hợp lý, để có được một vận tốc phun tác động một dòng chảy đều đặn không thay đổi của nguyên liệu vào bên trong khuôn, dẫn đến một sự điền đầy hoàn toàn và liền mạch của hốc khuôn (khoảng trống của khuôn). Việc này được thực hiện với kích thước đường kính béc phun có sẵn và bằng khả năng chảy đã chỉnh trước của nguyên liệu qua nhiệt độ nóng chảy. Như thế áp lực bên trong khuôn ở giai đoạn phun trước tiên phải chậm và sau đó gia tăng nhanh trong giai đoạn nén (Hình 2). Áp lực bổ sung cân bằng sự co rút trong thời gian làm nguội và được duy trì cho đến khi rãnh rót (đậu rót) đông cứng lại.

4.Đúc phun nhựa nhiệt rắn và nhựa đàn hồi
Chất dẻo nhiệt rắn và chất đàn hồi có được hình dạng thể rắn bằng phản ứng hóa cứng (liên kết ngang) trong môi trường nhiệt. Điều này đòi hỏi những thông số thay đổi của quy trình, kích thước máy và các điều chỉnh khi đúc phun các loại chất dẻo này. Nhiệt độ nóng chảy trong xi lanh dẻo hóa nằm trong khoảng từ 800C đến 1200C, tại đây chưa xảy ra hiện tượng liên kết ngang. Nhiệt độ khuôn nằm trong khoảng từ 1600C đến 2000C như thế có thể khởi đầu hiện tượng kết mạng và đông cứng. Khối nhựa nhiệt rắn được gia cường cũng có thể
được đúc phun. Khi đúc phun chất đàn hồi và chất đàn hồi độn xốp (Trang 320) người ta sử dụng một máy với bộ phận dẻo hóa trước bằng trục vít và bộ phận ép phun bằng pít tông tách riêng (Hình 3).

3.1.Ép khuôn
Việc ép khuôn phục vụ cho sản xuất các thành phẩm bằng chất dẻo cứng được gia cường với chất độn hoặc sợi ngắn cũng như các chất đàn hồi có thể hóa cứng. Công việc này được thực hiện trên máy ép hoàn toàn tự động theo một qui trình sản sản xuất 4 giai đoạn (Hình 1).

➀ Một phần nhựa nhiệt rắn không kết mạng đã định lượng được hâm nóng trước cùng với chất hóa cứng và chất xúc tác trộn bên trong và đưa vào lấp đầy buồng khuôn bằng ray đẩy nạp nguyên liệu. ➁ Khuôn nén trên (Chày ép trên) di chuyển từ trên xuống và ép khối chất dẻo thànhvật phẩm ép khuôn. Trong khi đó nguyên liệu bên trong tiếp giáp với thành khuôn được gia nhiệt, sẽ nóng chảy biến thành thể lỏng, và chi tiết được giữ yên trong vị trí như thế cho đến khi nó hóa cứng. ➂ và ➃ Chi tiết ép sau khi hoàn tất được đẩy lên trên khỏi khuôn bằng cơ cấu đẩy ra và gạt ngang bằng then đẩy nạp nguyên liệu. Đồng thời qua đó khối nguyên liệu mới được đưa vào lấp đầy lòng khuôn để bắt đầu cho chu trình ép kế tiếp. Người ta cải tiến chất lượng thành phẩm bằng cách nung nóng trước nguyên liệu trong một máy ép đùn. Vì thời gian hóa cứng của thành phẩm sẽ kéo dài thêm vài phút, người ta sắp xếp nhiều khuôn ép thành vòng tròn chung quanh một máy ép đùn có thể quay được (có thể đến 8 khuôn) và tiếp liệu tuần tự vào khuôn mỗi máy.
3.2.Tạo khuôn (Đổ khuôn) vật liệu xốp
Vật liệu xốp được hình thành bằng sự tạo bọt của chất dẻo thích hợp ở thể lỏng với nhiều bong bóng khí nhỏ và kế tiếp theo đó là sự hóa cứng cấu trúc này. Các bọt khí được tạo nên bằng sự phân hủy hóa học hoặc sự bốc hơi của một chất tạo bọt được trộn chung với loại chất dẻo. Hiện nay có hai loại chất xốp quan trọng nhất là chất xốp polystyren và chất xốp polyuretan. Chất xốp polystyren (tên thương mại là Styropor) được chế tạo trong hai giai đoạn. Trước tiên polystyren hạt mịn có chứa chất làm bọt được nung nóng bằng hơi nước. Qua đó chất làm bọt sẽ bốc hơi bên trong chất dẻo và làm nổi bọt từ độ lớn khoảng 1mm đường kính thành cỡ hạt đậu. Các hạt chất xốp này sẽ chiếm chỗ tạm thời, kế đến chúng được định lượng thành phần nhỏ để nung nóng bằng hơi nước trong thời gian ngắn cho việc tạo dạng. Các thành phần hạt sẽ nở lớn ra qua tạo bọt. Sau đó chúng được rót đầy ngay lập tức vào khuôn được làm nguội (Hình 1) và tại đây chúng được ép lại với áp suất nhẹ. Các thành phần hạt kết dính lại với nhau và hóa cứng thành cấu kiện chất xốp. Các khối chất xốp Polyuretan được sản xuất liên tục (Hình 2).
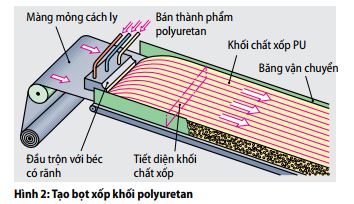
Từ một đầu trộn với rãnh phun, các bán thành phẩm polyuretan ở thể lỏng được phun thành lớp mỏng trên màng cách ly chạy liên tục. Các bán thành phẩm tạo phản ứng với nhau và thải khí ra khỏi chúng. Chúng cũng tự gây phản ứng để biến polyuretan còn lỏng thành khối chất xốp và hóa cứng do nhiệt phản ứng trên đường băng vận chuyển. Thành phẩm từ chất xốp độn tích hợp polyuretan được sản xuất bằng đúc phun của bán thành phẩm đã được trộn trong một khuôn làm nguội (Hình 3,trang 319). Qua sự làm nguội thật nhanh nơi thành khuôn chúng tạo nên một lớp bọc bên ngoài rắn chắc trong khi đó lõi bên trong được tạo xốp.
Tùy theo cấu tạo của móc khóa nhanh hay gờ khóa nhanh mà ta có kết nối có thể tháo ra hay không tháo ra được. Đúc tháp vào (đổ khuôn dính vào). Các bộ phận kim loại chèn cứng trong vỏ chất dẻo của các dụng cụ nhỏ, thí dụ bạc bợ trục hay trục được đúc dính chặt (Hình 4).

Các bộ phận kim loại được lắp vào khuôn trước khi thực hiện sự đúc phun. Nguyên liệu chất dẻo được phun vào khuôn, phủ chung quanh bộ phận được lắp vào và giữ chặt chúng không tháo ra được.
4.Dán
Nhiều loại chất dẻo có thể được nối kết chặt với nhau bằng phương pháp dán. Vị trí dán phải được xử lý trước, chất dán phù hợp được sử dụng và các bộ phận dán phải được tạo dạng thích hợp để dá đúng cách. Các chất dẻo có thể hòa tan (trong dung môi) như PVC, kính bằng chất dẻo acrylic PMMA (polymethylmethacrylate), polystyren, và polycarbonat được hòa với dung môi dán lên mặt dán và sau đó được ép chặt lại với nhau. Mối dán đạt được độ bền của vật liệu nền (vật liệu cơ bản). Các chất dẻo không hòa tan như polyuretan và chất dẻo cứng được dán bằng keo hai thành phần (Hình 5).

Các chất dẻo không dán được là polyetylen (PE), polypropylen (PP), tetrafuoretylen (PTFE) và silicon. Chỉ có nhựa nhiệt dẻo mới có thể được ghép nối bằng phương pháp hàn. Hàn khí nóng được thực hiện với một luồng không khí nóng, được tạo ra từ bên trong dụng cụ hàn bởi một bộ phận điện trở gia nhiệt (Hình 1).

Luồng không khí nóng thoát ra từ dụng cụ hàn sẽ nung nóng các mặt ghép nối và que hàn cho đến khi biến sang thể lỏng, như vậy vật liệu cơ bản và vật liệu phụ gia (que hàn) sẽ chảy ra hòa với nhau dưới lực nén nhẹ. Vật liệu phụ gia được dẫn bằng tay hay với một bộ phận dẫn hướng. Khi hàn bằng phần tử nung (bộ nung), các mặt tiếp giáp của những phần ghép nối được nung nóng bằng cách ép sát vào một bộ nung (chèn ở giữa) cho đến khi chuyển đổi sang trạng thái nhão (Hình 2).

Kế đến người ta kéo bộ nung ra khỏi và ép ngay những phần có mặt tiếp giáp đang nóng chảy cho đến khi chúng hoàn toàn được hàn gắn lại với nhau. Với hàn ma sát người ta nối kết hai bộ phận quay tròn đối xứng như thanh hoặc ống (Hình 3).

Để thực hiện, cả hai bộ phận này được kẹp chặt vào một máy hàn ma sát. Một bộ phận được kẹp vào trục quay và được ép sát trực tiếp vào bộ phận đối diện cho đến khi đạt được hai mặt tiếp giáp nóng lên bởi nhiệt ma sát và đạt được nhiệt độ hàn. Kế đến bộ phận quay được thắng lại đồng thời được nén vào bộ phận đối diện đang đứng yên, thời gian kéo dài cho đến khi mối hàn được hóa cứng. Hàn siêu âm thích hợp cho việc ghép nối những bộ phận có thành mỏng, thí dụ các vỏ bọc bên trong ô tô và cho màng mỏng. Thiết bị hàn được tạo nên một máy phát siêu âm và máy ép hàn (Hình 4).

Đầu phát siêu âm tạo ra sóng siêu âm không thể nghe thấy nhưng rất nhiều năng lượng, được truyền đến hai bộ phận ghép nối, làm nóng vùng ghép nối cho đến khi nó biến sang trạng thái chảy nhão, như thế hai bộ phận sẽ hàn lại với nhau không cần áp lực nén. Do sự gia nhiệt bên trong vật liệu được thực hiện rất nhanh nên phương pháp này rất thích hợp cho việc sản xuất sản xuất số lượng lớn.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

