Danh mục sản phẩm
Th11 23, 2021 / Theo Nguyễn Hải / in Cơ khí Tự động hóa
1.Mục tiêu và biện pháp
Từ những lý do về khả năng cạnh tranh, nhà sản xuất cũng phải linh hoạt trong sản xuất, chứ không chỉ có giá cả hợp lý và chất lượng tốt (Hình 2).

Sản xuất đạt được độ linh hoạt cao khi chi phí lắp đặt lại cho chi tiết và phương pháp gia công khác nhau được giảm thiểu. Sản xuất đơn chiếc (sản xuất với số lượng bằng 1) đạt được khi những chi tiết khác nhau có thể được gia công theo thứ tự bất kỳ mà không cần phải chỉnh sửa máy lại. Vì đơn giá tăng với cỡ lô giảm (số lượng sản phẩm được gia công trong một đợt) nên hiếm khi cỡ lô nhỏ hơn 10 ở chi tiết phay và nhỏ hơn 40 ở chi tiết tiện. Mục tiêu tổng thể của sản xuất linh hoạt rất khó đạt được: sản xuất các chi tiết khác nhau với giá thành hạ theo thứ tự bất kỳ và với cỡ lô luôn thay đổi. Người ta đạt được số lượng tồn kho ít, thời gian lưu kho và thời gian chờ ngắn nhờ quy hoạch về nhu cầu, quản lý hàng tồn kho và chuẩn bị vật tư với sự hỗ trợ của máy tính. Chọn cỡ lô phù hợp cho lắp ráp làm giảm tồn đọng và chi phí kho tạm. Trong sản xuất chỉ có bao nhiêu sản phẩm được hoàn tất như nhu cầu lắp ráp cần thiết trong thời gian đó (sản xuất theo phương pháp Just-in-Time1)).
Thời gian quay vòng ngắn. (Thời gian quay vòng là thời gian tính từ khi chi tiết được đưa vào nhà máy để sản xuất đến khi sản phẩm rời nhà máy). Thời gian này có thể rút ngắn khi giảm thời gian lắp đặt và thời gian phụ (gia công toàn bộ) cũng như chuẩn bị kịp thời vật tư, dụng cụ hoặc chương trình NC. Đơn giá thấp. Chỉ có thể hạ giá thành khi hệ số sử dụng thiết bị cao (Hình 3). Việc này đạt được khi chi tiết được nạp tự động trong giờ nghỉ và ở ca 3 lúc có ít người.

2.Sản xuất thông thường và sản xuất linh hoạt được tự động hóa
Trong sản xuất thông thường con người tham gia trực tiếp đến việc thực hiện các hoạt động bao gồm gia công, điều khiển và kiểm tra (Bảng 1). Nhiều nhiệm vụ này được máy tính đảm nhận trong sản xuất tự động linh hoạt, cung cấp thông tin nhanh giữa tất cả thiết bị sản xuất được nối mạng. Ở đây công nhân lành nghề có nhiệm vụ chủ yếu là theo dõi.


3.Tự động hóa trong trung tâm gia công
Trung tâm gia công là máy phay và máy khoan CNC, được trang bị với bộ phận thay đổi dụng cụ và bộ phận lưu trữ dụng cụ (Hình 1), cho phép thực hiện gia công toàn bộ của chi tiết mà không có sự can thiệp thủ công.

Với tự động hóa, thời gian thay đổi dụng cụ giảm xuống còn từ 4 đến 5 giây (Hình 2).

Trong khoảng thời gian này dụng cụ được tháo ra và dụng cụ được thay thế vào bắt đầu thực hiện gia công cơ khí (thời gian từ phoi-đến-phoi).
Phần lớn những trung tâm gia công cũng có trang bị bộ phận thay đổi palét tự động, cho phép mở kẹp hoặc đóng kẹp chi tiết mới trong lúc phần trước đó đang ở thời gian chính (gia công). Qua đó, thời gian phụ cho việc thay đổi một palét được làm ngắn lại còn 20 đến 30 giây. Với gia công 5 mặt trong một lần kẹp, người ta tránh được việc mất thời gian và sai lệch vị trí vì thay đổi kẹp chi tiết. Điều này có thể thực hiện được nhờ bàn quay tròn phân độ cùng với trục ngang và đứng chỉnh được (Hình 3 và Hình 2).

Những công việc thủ công của người điều khiển máy giảm xuống nhờ mức độ tự động hóa, trong khi trách nhiệm của họ tăng thêm vì việc giám sát quy trình hoạt động không lỗi và chất lượng của chi tiết.
Mục đích tự động hóa từng bước của một trung tâm gia công là làm tăng việc sử dụng máy.
• Thời gian sử dụng máy hàng ngày được tăng thêm qua việc khai thác thời gian xí nghiệp vắng người (ca 3).
• Giờ phụ được giảm do việc thay thế tự động dụng cụ và chi tiết, dụng cụ và chi tiết có thể được chuẩn bị sẵn trong
khi đang gia công.
3.Các bậc tự động hóa
Trang thiết bị sản xuất linh hoạt được tự động hóa có thể được xem như những bước mở rộng của máy-NC cũng như
những trung tâm gia công (Bảng 1).
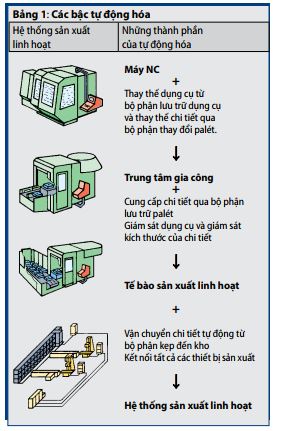
Tế bào sản xuất linh hoạt Nếu những trung tâm gia công được kết nối với palét lưu trữ tuần hoàn (quay vòng), người ta gọi đó là tế bào sản xuất linh hoạt. Bộ phận lưu trữ chi tiết cung cấp phôi thô cho máy trong một thời gian giới hạn, thí dụ cho một ca 8 tiếng đồng hồ, và giữ lại những chi tiết hoàn tất. Đa số những máy đơn chiếc hoặc hai máy giống nhau (tế bào đôi) được đưa vào sản xuất hàng loạt với cỡ lô trung bình. Hệ thống sản xuất linh hoạt (FMS: Flexible Manufacturing System) Nếu nhiều máy sản xuất cùng loại hoặc khác nhau có thể kết nối với nhau qua một hệ thống vận chuyển, chúng hình thành một hệ thống sản xuất linh hoạt. Việc cung cấp chi tiết và dụng cụ bảo đảm chắc chắn rằng dụng cụ, phương tiện kẹp, phôi và chi tiết gia công hoàn tất với đủ số lượng, thí dụ: cho 1 ca, được lưu trữ trong máng trữ và kho dự trữ và có thể được lấy ra, kẹp và đặt trở lại một cách tự động. Tùy theo mỗi loại sản phẩm, thông thường gia công toàn bộ đòi hỏi bổ sung vào trung tâm gia công và trang bị dụng cụ đo những trạm làm sạch ba via (rìa, ba vớ), trạm rửa và trạm lắp ráp. Do chi phí cao nên hệ thống sản xuất linh hoạt ít khi kinh tế. Đảo sản xuất linh hoạt (Hệ thống sản xuất cục bộ linh hoạt) Đảo sản xuất linh hoạt gồm có những máy công cụ khác nhau và những trạm làm việc khác được liên kết lỏng lẻo trong phạm vi giới hạn của phân xưởng, để có thể gia công hoàn toàn những chi tiết giống nhau (những phần trong một dòng sản phẩm) (Hình 1).

Sự tự động hóa tăng lên trong sản xuất làm giảm đi sự cần thiết việc tham gia của con người trong quy trình gia công. Việc sử dụng máy có thể được tăng lên ở ca 3 ít người. Ngược lại với sự tự động hóa cố định, trong tự động hóa linh hoạt, tính linh hoạt cần phải đạt được cao nhất để có thể phản ứng nhanh đối với đòi hỏi của thị trường.
4.Những thành phần của thiết bị sản xuất linh hoạt
Dòng thông tin
Nhờ dòng thông tin trong một tế bào sản xuất, những trục NC được điều khiển qua những chương trình NC và những quá trình chuyển mạch được tác động bằng hệ điều khiển lập trình lôgic (PLC). Số liệu NC, số liệu vận hành và số liệu giám sát được yêu cầu hoặc gửi đi giữa máy tính tế bào của máy (máy tính trạm) và máy chủ (máy tính điều hành sản xuất) (Hình 1).

Máy chủ đảm nhận hệ điều khiển trung tâm và theo dõi máy gia công cũng như những hệ thống xử lý và vận chuyển trong hệ thống. Hệ thống vận chuyển chi tiết có nhiệm vụ cung cấp chi tiết một cách liên tục cho những máy được nối kết không bị gián đoạn. Phần lớn được đưa vào trong chuỗi kết nối máy những hệ thống vận chuyển palét chạy đường ray hoặc xe điều khiển bằng cảm ứng (Hình 1, trang 350). Dòng vật liệu bao gồm vận chuyển, xử lý và lưu trữ chi tiết, dụngcụ và thiết bị làm việc. Thuộc nhóm này còn có thí dụ như sự cung cấp chất bôi trơn làm nguội và lấy phoi ra.
5.Thiết bị giám sát (Hình 2)

Sự giám sát cần bảo đảm việc hệ thống sản xuất luôn luôn sẵn sàng để sử dụng và bảo đảm chất lượng sản phẩm. Giám sát tuổi thọ có nghĩa là tất cả thời gian sử dụng dụng cụ được ghi lại bởi bộ phận điều khiển máy và được so sánh với tuổi thọ định mức. Tuổi thọ hiển thị sẵn tại màn hình phải lớn hơn thời gian cho quá trình hoạt động kế tiếp của dụng cụ, nếu không thì dụng cụ tương đương (dụng cụ cùng loại, có cùng chức năng) phải được thay vào. Giám sát công suất. Ở dụng cụ lớn, tình trạng hiện thời của nó có thể được nhận biết qua công suất truyền động của trục quay hoặc qua dòng điện vào của mô tơ truyền động. Nhu cầu về công suất được phát hiện bởi lát cắt đầu tiên. Với sự gia tăng mài mòn thì dòng điện vào tăng. Khi đến giới hạn mài mòn trên thì dụng cụ tương đương được thay thế, bất kể có bị mẻ lưỡi cắt hay không và làm ngừng trục quay. Kiểm tra việc gãy mẻ của dụng cụ. Ở những dụng cụ dễ gãy, thí dụ những mũi khoan nhỏ, thì dụng cụ kiểm tra gãy bằng quang học là cần thiết. Tia hồng ngoại ghi nhận đầu nhọn của mũi khoan trước và sau công đoạn khoan. Ở đây trị số chênh lệch chỉ rõ việc gãy mẻ của dụng cụ. Đầu dò đo được thay thế vào trong trục chính để nhận biết lỗi khi kẹp và để kiểm tra kích thước chi tiết hoặc dụng cụ.
6.Linh hoạt và năng suất
Linh hoạt và năng suất có phần đối nghịch nhau ở một số phạm vi sản xuất (Hình 1).

Sản xuất hàng loạt thì năng suất ưu trội hơn, vì giá thành chi tiết càng thấp thì tổng doanh thu cho hàng bán càng cao. Ở số lượng sản xuất nhỏ hơn và nhu cầu thị trường thay đổi bất thường, thiết bị cần phải đạt được tính linh hoạt cao. Dây chuyền sản xuất tự động cố định với lối bố trí cứng nhắc, máy tự động quay nhiều vị trí, máy tiện tự động cơ khí bị loại ra ở đây vì thời gian lắp đặt lâu bởi vị trí và hành trình di chuyển của dụng cụ hay giá mang chi tiết tốn rất nhiều thời gian để chỉnh bằng cơ khí. Ngược lại những máy NC (điều khiển bằng kỹ thuật số) được đưa vào sử dụng một cách rất linh hoạt vì qua sự điều khiển quỹ đạo các dạng chi tiết khác nhau có thể sản xuất được. Tuy nhiên việc gia công hoàn toàn trên máy NC lại hạn chế. Thông thường cho mỗi công đoạn tiện, phay, mài, cắt hay biến dạng người ta phải sử dụng máy NC riêng rẽ. Thiết bị sản xuất linh hoạt có phạm vi ứng dụng phủ lên khu vực giữa dây chuyền tự động năng suất cao cho sản xuất hàng loạt và máy công cụ NC linh hoạt cao cho sản xuất đơn lẻ. Gia công với hệ điều khiển quỹ đạo đến 5 trục cho phép sản xuất linh hoạt những chi tiết phức tạp không tốn nhiều thời gian thay đổi dụng cụ. Người ta phải tìm cách rút ngắn thời gian quay vòng để đạt được năng suất vì thời gian này dài gấp mấy lần thời gian thực sự gia công. Thời gian quay vòng được tính là thời gian kể từ khi chi tiết được đưa vào nhà máy để sản xuất cho đến khi rời nhà máy. Đó là thời gian mà chi tiết đi qua chu trình sản xuất.
7 Đưa vào vận hành
Đưa máy hoặc dây chuyền vào vận hành bao gồm:
• Lắp đặt và hiệu chỉnh máy.
• Thiết lập kết nối điện.
• Chỉnh (cài đặt) hệ điều khiển và điều chỉnh.
• Kiểm tra chức năng qua chạy thử các quy trình hoạt động khác nhau và.
• Xác nhận chức năng đúng quy định với biên bản nghiệm thu.
Công việc thiết lập điều khiển và điều chỉnh đảm nhận khoảng 90% công việc đưa vào vận hành theo yêu cầu. Giai đoạn đưa máy hoặc thiết bị vào vận hành cần ngắn để đưa máy hoặc thiết bị nhanh vào quy trình sản xuất. Chi phí đưa vào vận hành đối với thiết bị mới bằng 5-20% tổng chi phí đầu tư. Chi phí này tùy thuộc vào thời gian kéo dài của việc đưa vào vận hành. Trục trặc hoặc hư hỏng có thể dẫn đến việc gia tăng chi phí này.
Thực hiện nhanh và thành công việc đưa vào vận hành đòi hỏi sự chuẩn bị có hệ thống ngay từ trong giai đoạn phát triển thiết bị và lên kế hoạch lắp ráp. Cơ bản cho việc đưa vào vận hành thành công là sự hiểu biết máy và hệ thống của thợ lắp ráp thuộc nhà cung cấp máy cũng như kinh nghiệm của họ đối với việc đưa vào vận hành. Từ sự đánh giá về quản lý chất lượng và biên bản về hư hao khi đưa vào vận hành có thể đưa đến những cách tiến hành cụ thể để tránh những lỗi mới. Sự phát triển thiết bị sản xuất phần lớn tiến hành từng bước (Hình 1)

Thiết kế hệ thống cơ khí cũng như phát triển các hệ thủy lực, điện, điện tử và phần mềm điều khiển được thực hiện theo những bước nối tiếp nhau. Tuy nhiên việc đưa vào vận hành, thử nghiệm và tối ưu hóa phần mềm điều khiển lại chỉ xảy ra sau khi máy thật được chế tạo. Điều này là một thất lợi đáng kể, vì chậm phát hiện và loại bỏ lỗi của phần mềm. Phần lớn những trường hợp loại bỏ lỗi này làm hao tốn rất lớn thời giờ và tiền bạc. Ngoài ra, nhiều tình trạng hỏng hóc hoàn toàn không thể kiểm tra vì những rủi ro có thể xảy ra do kỹ thuật an toàn. Sự cần thiết rút ngắn thời gian phát triển và thời gian đưa vào vận hành đã ép buộc việc chuyển đổi từ phát triển từng bước sang phát triển song song, vượt qua chuyên ngành. Phương pháp giải quyết là ứng dụng mẫu ảo thử nghiệm đầu tiên, có lưu ý đến sự tham gia của tất cả các ngành chuyên môn. Với cách này không những tính năng vận hành mà cả tình trạng lỗi cũng có thể được thử nghiệm và tối ưu trong những giai đọan sớm của thiết kế và phát triển, mặc dầu máy chưa hề tồn tại. Qua sự phát triển gần gống nhau giữa phần mềm và những hệ thống cơ khí, thủy lực, điện và điện tử, có thể có tác dụng phản hồi của những kết quả từ phát triển phần mềm trên cả hai phạm vi khác nhau. Sự mô phỏng việc đưa vào vận hành quan trọng ở chỗ là mẫu mô phỏng hoàn toàn có thể diễn tả toàn bộ trạng thái của máy dưới những điều kiện hoạt động.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

