Danh mục sản phẩm
Th04 28, 2021 / Theo Bientapbien 01 / in
Nhiệm vụ
Kết nối đinh tán là kết nối không tháo ra được, kết nối này có thể được chia ra làm 3 loại là chắc, chắc và kín cũng như kín. Kết nối chắc có thể chịu được lực lớn. Kết nối chắc và kín phải chịu cùng lúc các lực lớn và làm kín các bộ phận kết nối. Kết nối kín phải nối các thành phần lại với nhau và làm kín với nhau. Trong cơ khí, kết nối đinh tán truyền thống đã gần như hoàn toàn được thay thế bằng hàn (Trang 217). Trong sản xuất ghép tấm kim loại, thí dụ như trong ô tô và khung xe, đinh tán được sử dụng ngày càng nhiều. Ngành công nghiệp máy bay không thể thiếu đinh tán, bởi vì hợp kim Al có thể tôi cứng được sử dụng nhiều, sức bền của nó bị giảm mạnh khi hàn. Vì thế, việc sản xuất một Airbus cần đến 3.500.000 đinh tán là một thí dụ (Hình 1).

Ưu điểm của tán đối với hàn
• Không thay đổi cấu trúc và do đó không giảm sức bền và độ giòn ở các tấm kết nối.
• Các nguyên vật liệu khác nhau cũng như bề mặt tinh chế, thí dụ như tấm đánh bóng hoặc phủ lớp có thể được ghép vào.
• Cũng có thể được thực hiện với khả năng tiếp cận một chiều.
• Tiêu thụ năng lượng ít
• Không gây nguy hiểm sức khỏe từ khí và bức xạ ánh sáng.
Các loại đinh tán
Đinh tán có thể được phân loại theo dạng đầu, kiểu thân đinh và các phương pháp tán đinh (Hình 2).

Phương pháp tán đinh
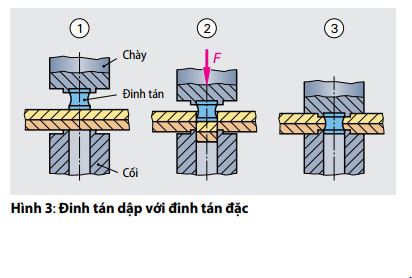
Tán bằng búa. Các đinh tán định dạng sẵn bao gồm đầu đinh tán, thân và đầu tán khóa (Hình 3).

Các chi tiết đã khoan và lã được ép với chụp đinh tán. Qua cách tán thì lỗ được hoàn toàn điền đầy. Sau đó, phần thân lòi ra từ lỗ đinh được tán thành đầu mũ tán. Tán xoay vòng. Cách tán xoay vòng thì dụng cụ tán xoay vòng ép theo trục đinh tán làm biến dạng vật liệu thành dạng đầu đinh tán mong muốn (Hình 4)

Đinh tán rút (ri vê rút). Đinh tán rút được sử dụng khi vị trí đinh tán chỉ có thể tiếp cận được từ một phía. Nó bao gồm một ống đinh tán và lõi đinh tán. Đinh tán này có một chỗ rạn nứt định trước. Với một công cụ tán thì đầu của lõi được kéo vào cuối thân nhô ra của đinh tán rỗng. Do đó làm biến dạng dẻo và hình thành mũ tán. Khi đạt được áp lực lớn như có thể thì lõi đinh tán đứt tại chỗ định trước (Hình 1).

Đinh tán dập. Ở đinh tán dập, đinh tán tự dập vào lỗ tiếp nhận. Người ta phân biệt tán dập với đinh tán nửa lỗ rổng và đinh tán nguyên khối (đinh tán đặc). Đinh tán nửa rỗng đầu tiên dập xuyên qua tấm kim loại phía bên chày. Sau đó tự mở rộng và làm biến dạng tấm kim loại phía cối. Các vật liệu bị dồn vào chỗ trống của cối và hình thành mũ tán (Hình 2).

Phần bị đục ra từ tấm kim loại phía chày làm đầy thân đinh tán rỗng và được đóng lại ở đó. Vì tấm kim loại phía cối không bị đẩy qua, mối nối rất mạnh và dày đặc. Đinh tán đặc không bị biến dạng trong quá trình ghép nối. Nó cắt rời các tấm kim loại, vật liệu bị đục ra rơi xuyên qua cối. Chày và cối có thêm phần gờ ở mặt trước. Qua đó thì vật liệu của phầnnối bị ép vô trong phạm vi bị cắt phía sau của đinh tán gần cuốI khoảng chạy của chày (Hình 3).
Phương pháp tương tự như tán đinh
Tán điền đầy. Khi tán điền đầy, các tấm nối với nhau mà không có đinh tán bằng gia công biến dạng nguội. Chày dập các phần kết nối vào cuối khuôn. Khi chày đạt đến đáy khuôn, vật liệu chảy ra theo chiều rộng. Các tấm kết nối dạng phù hợp với nhau (Hình 4).

Vật liệu đinh tán
Vật liệu được sử dụng làm đinh tán là thép, đồng, đồng-kẽm và hợp kim nhôm, trong trường hợp đặc biệt cũng có nhựa và titan. Để ngăn ngừa ăn mòn do điện hóa và nới lỏng của kết nối khi bị nung nóng, các đinh tán nên có cùng vật liệu như các bộ phận được ghép vào.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *