Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Cơ khí
1.Các loại cấu trúc của vật liệu sắt
Vật liệu sắt chứa một hàm lượng carbon nhất định từ quá trình sản xuất. Hàm lượng carbon này có thể là điều quấy nhiễu, vì hàm lượng carbon cao quá sẽ làm cho sắt giòn. Mặt khác, một thành phần carbon nào đó trong sắt lại là điều kiện để cải thiện nhiều đặc tính qua nhiệt luyện.
Nguyên nhân của tác dụng carbon trong sắt là ảnh hưởng của carbon vào kết cấu bên trong, cấu trúc (tinh thể). Khảo sát cấu trúc của sắt làm nguội chậm, người ta nhận ra rằng sắt có cấu trúc khác nhau tùy theo hàm lượng carbon (Hình 1). Sắt tinh khiết kỹ thuật kết thành một cấu trúc từ những hạt vê tròn. Cấu trúc này được gọi là ferit hoặc sắt anpha (Feα) (Hình 1a).

Loại này mềm, dễ biến dạng và từ hóa được. Sắt chứa từ 0,1 % đến khoảng 2 % carbon được gọi là thép. Thép chứa carbon không ở hình thức nguyên chất mà là dưới dạng kết nối hóa học: cac bua sắt (sắt cacbit) Fe3C. Thành phần cấu trúc này được gọi là xêmentit. Chất này cứng và giòn. Với hàm lượng carbon thấp (đến 0,8 %) xêmentit tách ra dưới dạng sọc mỏng (xêmentít sọc) kéo xuyên qua hạt ferit (Hình 1b).

Trong thép có 0,8 % carbon (thép ơtectoit), tất cả hạt ferit có sọc xêmentit xuyên qua hạt. Cấu trúc này được gọi là peclit vì dáng giống như xà cừ (Hình 1c). Thép có carbon ít hơn 0,8 % (thép hạ ơtectoit) có một cấu trúc bao gồm hạt ferit và hạt peclit. Cấu trúc này được gọi là cấu trúc ferit-peclit (Hình 1b). Thép với thành phần carbon lớn hơn 0,8 % (thép thượng ơtectoit) chứa nhiều carbon đến nỗi ngoài thành phần sọc xêmentit trong hạt peclit còn có thành phần xêmentit ở biên hạt (xêmentit biên hạt) (Hình 1d). Càng có hàm lượng cao xêmentit trong cấu trúc, thép càng cứng hơn mà độ giòn cũng tăng lên. Sắt với hàm lượng carbon từ 2,5 % đến 3,7 % là gang sắt. Ngoài carbon, gang còn chứa thêm một lượng silic cao. Nguyên tố này tác động làm cho phần lớn carbon không phản ứng thành xêmentit Fe 3C mà tách rời dưới dạng carbon nguyên chất thành tấm than mỏng. Nhìn tổng quát trong vật đúc có những loại tách rời này: phần trội hơn 0,8 % carbon tách rời dạng miếng than mỏng ở biên hạt trong khi phần còn lại của carbon kết tinh thành sọc xêmentit. Cấu trúc của vật liệu gang sắt đúc vì thế bao gồm một chất cơ bản (chất nền) peclit hay ferit-peclit và giữa những hạt có graphit tấm xen vào (Hình 1e).

2.Giản đồ trạng thái của hợp kim sắt-carbon
Ở nhiệt độ từ 200C (trong phòng) cho đến 7230C, vật liệu sắt có cấu trúc khác nhau tùy theo hàm lượng carbon (Hình 1, trang 277). Nếu được nung nóng hơn 7230C sẽ xuất hiện thêm các cấu trúc khác nữa. Giản đồ trạng thái của hợp kim sắt-carbon (Hình 1) trình bày tổng quan về loại cấu trúc loại nào mà vật liệu sắt có thể có với một thành phần carbon nhất định ở một nhiệt độ nhất định . Những đường vẽ liên tục và đứt trong giản đồ phân cách những phạm vi cấu trúc. Do đó, thí dụ như đường vẽ P-S phân chia khu vực ferit-peclit với khu vực austenit-ferit hoặc đường vẽ G-S phân chia khu vực austenit-ferit với khu vực cấu trúc austenit. Những loại cấu trúc ở nhiệt độ đến 7230C trong giản đồ trạng thái của hợp kim sắt-carbon được ghi ở phần trên của trục carbon. Thí dụ: sắt với 0,5 % carbon có một cấu trúc ferit-peclit, sắt với 1,2 % carbon một cấu trúc peclit-xêmentit biên hạt. Cả hai khu vực cấu trúc có đường giới hạn của nhau ở 0,8 % carbon. Ở đó chỉ có đơn thuần cấu trúc peclit. Khi vượt qua hay hạ thấp hơn đường biên (ranh giới) của cấu trúc, cấu trúc sẽ biến đổi.
Thí dụ: Lúc làm nguội một thép lỏng với 0,8 % carbon, chất lỏng từ nhiệt độ 14800C bắt đầu cấu tạo tinh thể austenit. Toàn bộ vật liệu sẽ đông đặc dưới 13800C và bao gồm tinh thể austenit. Khi làm nguội tiếp tục, cấu trúc austenit biến thể thành cấu trúc peclit ở 7230C.

3.Cấu trúc và mạng tinh thể lúc nung nóng
Giản đồ trạng thái của hợp kim sắt-carbon có ý nghĩa đặc biệt đối với thép (Hình 1).

Hàm lượng carbon của chúng đạt đến khoảng 2 %,nhiệt độ dùng cho nhiệt luyện đến khoảng 11000C. Những loại thép được gia công nhiệt luyện để cải thiện những tính chất nhất định. Trong giai đoạn này, rất nhiều sự thay đổi khác nhau xuất hiện bên trong vật liệu. Nếu nung sắt có carbon (thép) lên trên 7230C, nó sẽ
biến đổi cấu trúc. Nguyên nhân của sự thay đổi cấu trúc này là sự thay đổi của mạng tinh thể (Hình 2).

Khi nung lên 7230C, mạng tinh thể lập phương tâm khối (krz) của tinh thể ferit lật sang dạng lập phương tâm mặt (kfz) của mạng austenit. Nơi trống đi ở tâm khối của mạng kfz được một nguyên tử carbon của sọc xêmentit chiếm chỗ. Tinh thể hỗn hợp mới hình thành. Tinh thể mới này được gọi là austenit hay sắt gama (Feγ). Austenit kết thành hạt tinh thể nhiều góc, có tính dai cũng như dễ gia công biến dạng và trái với ferit, không từ hóa được. Loại thép với 0,8 % carbon (cấu trúc peclit) xuất hiện sự biến đổi tinh thể này toàn diện ở 7230C (Điểm S trong hình 1). Những loại thép với hàm lượng carbon dưới 0,8 % thành phần peclit của cấu trúc ferit-peclit biến đổi sang austenit ở 7230C. Thành phần ferit còn lại chuyển dần sang austenit giữa đường P-S và đường G-S. Phía trên đường G-S, toàn bộ cấu trúc biến đổi sang austenit. Trong thép có hơn 0,8 % carbon, phần peclit của cấu trúc peclit-xêmentit biến đổi mạng tinh thể lúc vượt qua đường S-K thành austenit. Phần xêmentit biên hạt hòa tan dần dần với sự gia tăng nhiệt độ ở vùng nhiệt độ giữa đường S-K và S-E. Trên đường S-E sẽ chỉ có cấu trúc austenit. Những biển chuyển của thép mô tả trong quá trình nung nóng sẽ chuyển ngược lại nếu làm nguội chậm. Cấu trúc austenit biến đổi trở lại peclit ở nhiệt độ 7230C, mạng austenit với mạng lập phương tâm mặt (kfz) lật trở về lập phương tâm khối (krz) của ferit.
1.Nhiệt luyện (hóa tốt, nâng phẩm)
Những cấu kiện chịu những tải trọng dạng va đập cần có độ bền cao và đồng thời độ dai lớn. Những đặc tính này người ta đạt được bằng thép nhiệt luyện phù hợp qua cách xử lý nhiệt bao gồm tôi và kế đó ủ (ram) với nhiệt độ giữa 5000C và 7000C. Phương pháp xử lý nhiệt này được gọi là nhiệtluyện. Những chi tiết máy được nhiệt luyện, thí dụ như trục truyền động, trục khuỷu, vít, đòn bẩy, bu lông, cơ cấu thanh (cơ cấu đòn bẩy) (Hình 1).

Qua nhiệt luyện, người ta sẽ có được những cấu kiện với độ bền cao và độ dai lớn. Nhiệt độ ram của phương pháp nhiệt luyện ở mức 5000C đến 7000C cao hơn hẳn so với nhiệt độ ram của phương pháp tôi (Hình 2).

Thép carbon hay thép hợp kim được sử dụng cho nhiệt luyện. Thép nhiệt luyện carbon có hàm lượng từ 0,2 % đến 0,6 % carbon, thép hợp kim nhiệt luyện có thêm hàm lượng thấp của crôm, molybđen, nickel hoặc mangan. Các loại thép nhiệt luyện thường được sử dụng là: C45E, 28Mn6, 42CrMo4. Sau khi được nhiệt luyện các loại thép cácbon có độ bền đến 1000 N/mm2, các loại thép hợp kim đến 1400 N/mm2.
2. Biểu đồ nhiệt luyện
Sau khi tôi thép sẽ rất cứng và có độ bền cao, nhưng lại giòn và dễ gãy. Qua phương pháp ram nối tiếp độ cứng, độ bền kéo và giới hạn đàn hồi bị giảm bớt. Độ dai và độ giãn ở điểm gãy (độ bền đứt) tăng lên. Những đặc tính cơ học một loại thép đạt được qua nhiệt luyện có thể đọc trong biểu đồ nhiệt luyện của nó (Hình 3).

Thí dụ: Khi ram ở 5500C thép nhiệt luyện C45E đạt những cơ tính riêng như sau: độ bền kéo Rm = 730 N/mm2, giới hạn đàn hồi Re = 390 N/mm2, độ bền đứt A = 16%.
3.Diễn biến bên trong cấu trúc lúc nhiệt luyện

Sau khi làm nguội cấp tốc, cấu trúc tinh thể có sẵn mactensit hình kim (Hình 4), một cấu trúc cứng giòn ➀. Khi ram ở 4000C, một phần mactensit phân hóa ra ferit được phân bố đồng đều và kim xêmentit (xêmentit dạng kim), tự thải ra (tách ra) trong phần mactensit còn lại ➁. Việc nâng nhiệt độ ủ cao dần lên làm tiến triển sự phân hóa của mactensit. Với nhiệt luyện ở 5500C, mactensit phân hóa toàn bộ thành ferit và kim xêmentit ➂. Cuối cùng ram ở 7000C, toàn bộ kim xêmentit bị vo lại thành hạt xêmentit ➃. Nhiệt luyện cho thép tôi cải thiện (tôi hóa tốt) Những phương pháp nhiệt luyện cho thép tôi cải thiện là xử lý nung và nâng phẩm (tôi cải thiện). Nhiệt độ của những cách xử lý nhiệt khác nhau có thể trích từ bảng (Bảng 1).
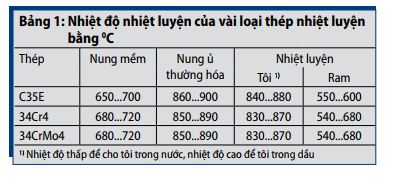
Cách xử lý nung được chọn tùy theo nhu cầu. Nung mềm để xêmentit sọc biến thành xêmentit hạt mịn; nung ủ thường hóa để có được cấu trúc đều và mịn. Nhiệt luyện nâng phẩm (cải thiện, hóa tốt) là xử lý nhiệt chuẩn cho thép nhiệt luyện. Mục đích là có được một chi tiết với độ bền và giới hạn đàn hồi cao cũng như có độ dai lớn (độ bền đứt cao). Tùy theo độ cao của nhiệt độ ủ (ram) có thể ủ để có được độ bền kéo cao hay là độ dai lớn. Vì thế người ta phân biệt thép nhiệt luyện cứng và thép nhiệt luyện dai. Nhiệt độ cần thiết khi ram thép nhiệt luyện để đạt được sự tương quan mong muốn giữa độ bền kéo và độ giãn đứt gãy có thể đọc ra từ các biểu đồ nhiệt luyện được các nhà sản xuất chuẩn bị sẵn để sử dụng (Hình 1).

1.Nung
Nung là một phương pháp nhiệt luyện, gồm các giai đoạn nung nóng chậm, giữ cố định nhiệt độ nung và làm nguội chậm.
Các phương pháp nung. Các phương pháp nung khác nhau ở nhiệt độ và thời gian nung (Hình 1).

• Qua nung giảm ứng suất tất cả dạng ứng suất do chảy dẻo trong chi tiết sẽ giảm đi. Các ứng suất trong (ứng suất nội thể) có thể do đúc, cán, rèn hay hàn phát sinh ra. Người ta nung các chi tiết ở 5500C đến 6500C trong 1 đến 2 giờ (Hình 1).
• Nung tái kết tinh (ủ trung gian) được ứng dụng đưa cấu trúc bị biến thể do biến dạng nguội trở về cấu trúc chưa biến thể. Một cấu trúc hoàn toàn mới được hình thành qua tác động nung nhiều giờ ở nhiệt độ 5500C đến 6500C (Hình 2).

• Khi nung mềm (ủ mềm), tùy theo hàm lượng carbon của thép, người ta nung nóng lên 6800C đến 7500C và giữ cố định nhiệt độ trong nhiều giờ. Cũng có thể đạt tác dụng như thế bằng phương pháp nung thay đổi nhiệt độ, nghĩa là với nhiều lần thay đổi nhiệt độ vượt qua đường PSK (Hình 1). Qua nung mềm xêmentit sọc biến đổi thành xementit hạt (Hình 3). Nhờ thế mà vật liệu dễ biến dạng và dễ cắt gọt.

• Nung ủ thường hóa được ứng dụng khi cần phải loại bỏ cấu trúc không đồng đều hay có hạt to. Việc này đạt được với cách nung với thời gian ngắn ở nhiệt độ nằm gần trên đường GSK (Hình 1). Điều này đưa đến sự cấu tạo hạt hoàn toàn mới. Qua đó hình thành một cấu trúc hạt mịn và đồng đều (Hình 4). Quá trình này cũng được gọi là làm mịn lại (Hồi tinh thể).

• Người ta hiểu nghĩa thuật ngữ ủ khuếch tán là một cách nung thời gian dài ở nhiệt độ 10500C đến 12500C. Mục đích là để cân bằng hàm lượng khác biệt trong chi tiết, phát sinh qua quá trình đúc (sự chia tách hay thiên tích)
Lỗi nung. Không giữ cố định nhiệt độ và thời gian nung sẽ không đưa đến sự thay đổi cấu trúc như
mong muốn. Khi nung với thời gian quá dài và nhiệt độ vượt quá mức, vật liệu sẽ bị hư hại hay bị phá hủy.
2.Toi
Toi da cứng (Toi vùng biên)
Tôi da cứng là phương pháp tôi mà ở đó một lớp mỏng ở vùng ngoài của chi tiết bằng thép có tính tôi được nung thật nhanh qua việc dẫn nhiệt mạnh vào và làm nguội tức khắc. Vì thời gian nung ngắn, vùng nằm sâu hơn của chi tiết chưa được nung nóng đến nhiệt độ tôi, do đó mà vùng này còn nguyên chưa tôi. Tôi vùng biên phù hợp cho thép carbon và thép hợp kim đặc biệt thí dụ như C45E (Ck 45) hoặc 42CrMo4. Việc nung nóng cho vùng biên được thực hiện với nhiều phương pháp khác nhau. Nhiệt dùng cho tôi cảm ứng (tôi cao tần) vùng biên của chi tiết được tạo ra từ những dòng điện xoáy cao tần. Những dòng điện xoáy được tạo ra từ cuộn cảm ứng, nơi dòng điện xoay chiều cao tần đi qua (Hình 3).

Chi tiết được đẩy xuyên qua cuộn cảm ứng với tốc độ không đổi, được nung nóng đến nhiệt độ tôi chỉ ở lớp ngoài vùng biên và được làm nguội cấp tốc bằng một hệ thống phun nước. Chiều sâu của lớp nung được xác định qua sự điều chỉnh tốc độ xuyên qua cuộn cảm ứng cùng với tần số cảm ứng. Phương pháp tôi cảm ứng đặc biệt phù hợp cho các cấu kiện quay đối xứng.
Tôi bằng la de (laser) được ứng dụng để tôi vùng biên ở một phạm vi nhỏ của cấu kiện thí dụ như cam và ngõng trục (cỗ bợ trục) của một trục. Một tia la de nung vùng này lên nhiệt độ tôi, tiếp theo đó được giàn phun nước làm nguội cao tốc.
Tôi bằng ngọn lửa là nung thật nhanh lớp vùng biên bằng lửa cháy mạnh lên nhiệt độ tôi và làm nguội cấp kỳ bằng phun nước (Hình 1). Lửa nung và vòi phun nước xếp đặt kề nhau được điều khiển vượt qua chi tiết với vận tốc chậm. Chiều sâu của vùng biên tôi được định bằng vận tốc bước dẫn tiến của mỏ đốt. Hình dạng của mỏ đốt và vòi phun nước được làm cho thích hợp với chi tiết.

Tôi thấm carbon
Carbon được đưa vào lớp vùng biên của một loại thép có hàm lượng carbon thấp (thấm carbon) và
tiếp theo đó được tôi (Hình 2). Do đó người ta sẽ có được một chi tiết với lớp vùng biên được tôi có
nhiều carbon và vùng lõi nghèo chất than, không tôi và dẻo.

Thấm carbon (Thấm than)
Các loại thép từ 0,1% đến 0,2% carbon, thí dụ như thép C10E, được dùng để tôi thấm carbon. Những loại thép này thật sự không thể tôi được vì hàm lượng carbon thấp. Sự nâng cao hàm lượng carbon, được gọi là thấm carbon, là kết quả của việc nung chi tiết trong chất cung cấp carbon qua nhiều giờ ở nhiệt độ từ 8800C đến 9800C. Chất carbon xâm nhập vào lớp bìa của chi tiết do đó lớp bìa có thể tôi được. Hàm lượng carbon ở lớp vùng biên phụ thuộc vào chất ứng dụng còn chiều sâu của lớp thấm carbon phụ thuộc vào nhiệt độ và thời gian xử lý. Chất ứng dụng là chất ở thể rắn, lỏng hay khí. Thấm carbon bằng chất thấm rắn (thấm carbon bằng bột) được thực hiện bằng cách bọc chi tiết
trong một hộp chứa đầy than cốc và than gỗ nghiền nhỏ rồi đưa vào lò nung (Hình 2).Ở nhiệt độ nung, than nghiền và không khí phản ứng thành khí CO và CO 2, những khí này thâm nhập vào lớp vùng biên và cấu tạo với sắt của chi tiết thành cacbit sắt Fe 3C. Chiều sâu của lớp thấm carbon có thể đến 1mm. Để thấm carbon bằng chất thấm lỏng, những chi tiết được ngâm vào trong bồn muối lỏng tiết than (xyanua) và giữ trong ấy (Hình 2). Muối xyanua nung lỏng rất độc. Làm việc phải theo quy định an toàn lao động cho việc xử lý chất độc của hiệp hội nghề. Chất thải của muối xyanua và nước rửa có chứa xyanua phải được loại bỏ theo đúng quy định. Các chi tiết thấm carbon bằng chất khí được đưa vào một lò kín khí (Hình 2), trong ấy khí tiết than được thổi qua. Chất khí thấm carbon được dùng là nhiều loại hỗn hợp khí mà thành phần chính là carbon monoxit (CO) và hydro (H2). Vì chất khí là chất độc và có thể nổ nên phải tuân thủ nghiêm ngặt biện pháp an toàn. Tôi và ủ Chi tiết thấm carbon chỉ có được những đặc tính sử dụng mong muốn sau khi tiếp tục tôi và ủ (Hình 2). Chỉ có lớp thấm carbon được tôi, phần lõi của chi tiết vẫn không được tôi và dẻo.

Xử lý nhiệt các loại thép thấm carbon Việc xử lý nhiệt cho các loại thép thấm carbon (hàm lượng carbon từ 0,1% đến 0,2%) bao gồm nhiều bước nhỏ (Bảng 1):
• Nung ủ thường hóa
• Thấm carbon
• Làm nguội cấp tốc và ủ
Qua thấm carbon, hàm lượng carbon ở lớp vùng biên của chi tiết được nâng lên từ 0,6% đến 0,8%, cho nên có thể tôi mactensit. Sau khi thấm carbon, lớp vùng biên có cấu trúc khác với vùng lõi. Điều này có thể đưa đến rạn nứt tại vùng chuyển tiếp cấu trúc. Để tránh nứt, người ta ứng dụng nhiều cách điều chỉnh nhiệt lúc tôi thấm carbon (Hình 1). Ở trường hợp tôi trực tiếp, việc tôi thực hiện từ nhiệt lượng thấm carbon. Trước khi làm nguội cấp tốc nhiệt độ được giảm từ nhiệt độ thấm carbon xuống nhiệt độ tôi. Trong trường hợp tôi đơn giản, sau khi thấm carbon, chi tiết được làm nguội đến nhiệt độ bình thường, tiếp theo đó được nung một lần nữa để tôi. Cách tôi chuyển hóa đẳng nhiệt được làm nguội trong bồn muối xuống 5000C đến 5500C và giữ ở mức này (Hình 1). Việc tôi tiếp theo đưa đến một độ cứng cao ở vùng biên và một sự nối kết rất tốt giữa vùng biên và lõi.

Toi nitơ (thấm nitơ)
Trong phương pháp tôi nitơ, một lớp mỏng vùng biên của chi tiết bằng thép nitơ hóa được làm giàu với nitơ, do đó phát sinh một vùng biên rất cứng và có độ bền mài mòn. Ở phương pháp thấm nitơ, việc tăng độ cứng không dựa vào vào cấu tạo mactensit mà là cấu tạo hợp chất nitơ (nitrua) cực kỳ cứng ở lớp vùng biên của chi tiết. Việc làm giàu nitơ ở lớp vùng biên xảy ra bằng cách nung chi tiết trong bồn muối là nguồn cung cấp nitơ từ 5600C đến 5800C hoặc trong lò nitrua với dòng khí amoniac chảy qua ở 5000C đến 5200C. Chất nitơ thấm nhập vào lớp vùng biên kết hợp với sắt và nguyên tố hợp kim của thép thành các nitrua kim loại rất cứng. Chúng cung cấp cho lớp tôi nitơ độ cứng tối cao có thể đạt ở các loại thép (đến 1200 HV). Chiều sâu của lớp tôi thấm nitơ dày chưa tới 1/10 mm.
Ưu điểm của phương pháp tôi thấm nitơ
• Sau khi thấm nitơ không cần phải nung nóng, làm nguội cấp tốc và ram vì độ cứng phát sinh trực tiếp do sự thấm nitơ.
• Cấu kiện được tôi nitơ không bị méo mó vì chỉ được nung lên độ 5000C
• Độ cứng của lớp thấm nitơ được giữ lại đến nhiệt độ nung 5000C (độ bền nung ủ).
• Tôi nitơ tạo ra một lớp vùng biên cực kỳ cứng, qua đó có sức bền chống mài mòn và có tính trượt
Nhược điểm là sự nối kết yếu giữa lớp tôi nitơ và vật liệu gốc (vật liệu nền), điều này có thể dẫn đến việc lớp tôi cứng bị bong ra khi chịu áp suất cao ở bề mặt. Tôi nitro được dùng cho trục đo, cam điều khiển,vít đùn, dụng cụ ép đúc liên tục.
1.Thí dụ sản xuất: xử lý nhiệt của đài kẹp
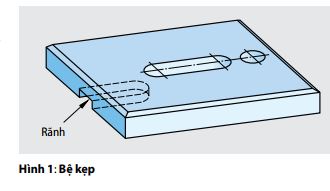
Đài kẹp (tấm kẹp) được mô tả trong thí dụ sản xuất, sau khi được gia công cắt gọt cần được nhiệt luyện để đạt đến độ bền kéo 700 N/mm2 và tôi lớp vùng biên ở phạm vi của đường rãnh (Hình 1). Cấu kiệnnày nhờ đó có được độ bền cao cũng như độ cứng cao ở đáy rãnh. Chi tiết bằng loại thép C45E thích ứng cho nhiệt luyện và tôi bằng lửa nung.
Nhiệt luyện
Điều kiện nhiệt luyện được lấy ra từ sách bảng tra cứu. Đó là:
Nhiệt độ tôi: 820... 8600C và làm nguội cấp tốc bằng nước hay dầu
Nhiệt độ ủ: 550... 6600C
Nhiệt độ tôi được chọn là 8300C và làm nguội cấp tốc bằng dầu để tránh biến dạng méo mó nếu tôi được làm nguội đột ngột thật gắt bằng nước.
Từ biểu đồ nhiệt luyện của thép C45E người ta đọc được nhiệt độ ủ là 6300C để đạt độ bền kéo 700 N/
mm2 (Hình 2). Việc nhiệt luyện được thực hiện với những nhiệt độ này bằng sự nung nóng lên nhiệt độ tôi trong lò tôi, làm nguội trong dầu và tiếp theo đó thực hiện ủ.

2.Toi da cứng (toi lớp ngoài)
Trong phạm vi rãnh của bệ kẹp, lớp vùng biên cần phải tôi để tiếp nhận áp lực bề mặt của vít ép (Hình 1, trang 200). Tra cứu từ trong sách bảng, ta có nhiệt độ tôi cho lớp vùng biên từ 8200C đến 9000C. Độ cứng tối thiểu 55 HRC.
Để thực hiện tôi lớp vùng biên, chi tiết được nung thật nhanh bằng mỏ hàn đèn xì ở phạm vi rãnh và khi đạt nhiệt độ tôi sẽ được nhúng làm nguội trong bồn nước ngay lập tức. Nhiệt độ tôi có thể xác định bằng màu nung ở mặt chi tiết vùng rãnh. Nhiệt độ này được xác định gần đúng bằng bảng màu nung. Việc tôi vùng biên đúng cách cho đáy rãnh có thể kiểm tra lại bằng phương pháp đo độ cứng Rockwell .
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

