Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Cơ khí
1.Tổng quan
Hàn hơi nóng chảy còn gọi là hàn xì oxy axêtylen (hàn gió đá), trong đó phần khe hở chỗ hàn (mối hàn) được làm chảy lỏng bằng một ngọn lửa cháy bằng khí hỗn hợp oxy axêtylen.
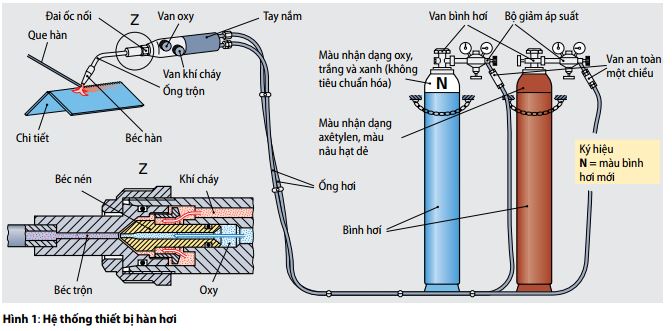
Axêtylen thường được sử dụng như là khí đốt. Với khí này nhiệt độ ngọn lửa hàn đạt 32000C. Các khí được lấy ra từ bình ga (chai) và dẫn từ dây ga đến đèn hàn (Hình 1).

Để tránh nhầm lẫn trong lúc xử lý khí cháy và khí không cháy, các bình khí được sơn màu nhận dạng và có các chỗ nối khác nhau (Bảng 1).

Sự hàn khí nóng chảy phần lớn chỉ còn được sử dụng cho công việc sửa chữa. Nó có thể được dùng cho tất cả các vị trí

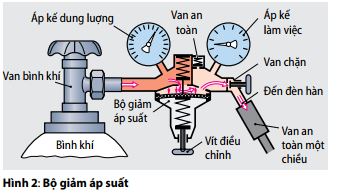
Các phụ tùng của bình khí gồm có một van bình, một bộ giảm áp suất với vít điều chỉnh và một van khóa. Ngoài ra nó còn có một van an toàn một chiều ngăn ngọn lửa dẫn trở về khí cung cấp. Bộ giảm áp suất. Khi hàn áp suất khí cao ở bình phải được giảm đến áp suất làm việc cần thiết (Hình 2).

Áp suất ở bình khí được thể hiện ở áp kế dung lượng, áp kế điều chỉnh áp suất làm việc. Áp suất làm việc của khí oxy là 2,5 bar, cho axêtylen là 0,25 đến 0,5 bar.
Ngọn lửa oxy-axêtylen được chỉnh với van ở mỏ
hàn (Hình 1, trang 225).
Ở điều chỉnh bình thường cho ngọn lửa, hỗn hợp oxy-axêtylen được trộn lẫn với tỷ lệ 1:1. Sự đốt cháy của hỗn hợp này ở trong giai đoạn đốt cháy cấp 1 không hoàn toàn, bởi vì quá trình đốt cháy hoàn toàn của khí axêtylen cần 2,5 lần khối lượng của oxy. Khí CO2 và khí hydro phát sinh tạo trong ngọn lửa một vùng giảm. Trong phạm vi này ngọn lửa đạt nhiệt độ cao nhất 32000C tại nơi từ 2 đến 4 mm trước dạng côn của ngọn lửa. Oxy còn thiếu trong quá trình đốt cháy hoàn toàn ở giai đoạn đốt cháy cấp 2 bị hút từ không khí xung quanh (Hình 1).
2.Kỹ thuật hàn hơi (hàn gió đá)
Cùng động tác giữ đèn hàn và que hàn (đũa hàn) người ta có thể hàn qua trái (Hình 2) và hàn qua phải (Hình 3).

Hàn qua trái. Ngọn lửa chỉ theo hướng hàn (Hình 2), qua đó vũng hàn nằm ngoài vùng nhiệt độ cao nhất và có thể giữ nhỏ được. Điều này thuận lợi cho việc hàn thép lá mỏng. Ngoài ra nhờ vào việc nung nóng trước mối nối thông qua hướng ngọn lửa, cách hàn này cho phép đạt được tốc độ hàn cao hơn. Do vậy sự co ngót giảm. Que hàn chuyển động lên xuống được chảy lỏng trong vũng chảy dưới côn ngọn lửa. Hàn qua phải. Ngọn lửa hướng về mối hàn đã được hàn. Vì thế việc làm nguội chậm và qua đó cải thiện được kết nối mối hàn. Lúc hàn, đèn hàn và côn ngọn lửa được giữ êm trên vũng hàn. Qua việc nhiệt được tập trung này ta có thể hàn được thép lá dày. Que hàn được chày lỏng trong vũng hàn với chuyển động vòng tròn trước côn ngọn lửa. Phương pháp hàn qua trái được áp dụng cho hàn thép lá dày đến 3mm. Thép lá dày trên 3 mm được hàn theo phải. Các que hàn ở hàn hơi là vật liệu bổ sung được chảy lỏng điền vào khe mối hàn. Que hàn cho kết cấu hàn của thép được chia thành nhóm O I (cho thép xây dựng không hợp kim) đến O V (cho thép hợp kim). Đặc tính của nó có thể tra cứu trong các sổ tay kỹ thuật.
1.Khái quát
Trong phương pháp hàn bằng tia, một tia laser hay tia điện tử năng lượng dồi dào được chuyển đổi thành nhiệt khi tác động và thâm nhập vào trong vật liệu. Vật liệu nóng chảy và khi đông đặc tạo thành một đường hàn nhỏ. Vật liệu bổ sung thường không cần thiết. Được hàn trong không khí tự do, trong chân không hoặc dưới lớp khí bảo vệ.
2.Hàn bằng tia laser (Hình 1)

Qua sự tụ lại thành chùm của tia laser trên một đường kính nhỏ hơn 1 mm, nơi vết cháy ở chi tiết (đầu cuối vệt phóng điện) nhận được một mật độ năng lượng cao với nhiệt độ lên đến 200000C. Vật liệu bốc hơi và tạo thành theo chiều tia một sự mao dẫn bốc hơi, nơi hình thành plasma. Vì thế mà vật liệu cũng nóng chảy ở trong sâu. Nó hình thành mối hàn với chiều sâu lên đến 10 lần bề rộng (thí dụ: mối hàn sâu trong thép xây dựng (thép chế tạo) đến 20 mm).Quá trình hàn thường ở tại chỗ (nơi cố định) với một độ cơ giới hóa cao. Một hệ thống thiết bị hàn laser gồm laser, hệ thống di chuyển cho tia laser hay chi tiết, một hệ thống quang để dẫn hướng các chùm tia laser và hệ thống quang học điều chỉnh tiêu cự.
Ưu điểm:
• Thích hợp hầu như cho tất cả vật liệu
• Tốc độ hàn cao và mối hàn tốt
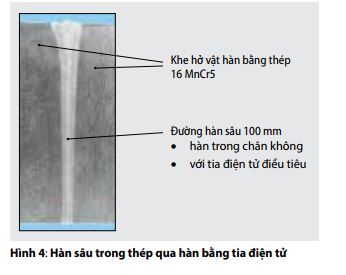
• Mối hàn hẹp sâu (Hình 2)

Khuyết điểm: Cần cẩn thận che chắn vì sự nguy hiểm của tia laser.
3.Hàn bằng tia electron (điện tử) (Hình 3)

Tia điện tử hình thành do các điện tử (electron) được phóng ra tự do từ cực âm vào trong một điện trường tăng tốc theo điện thế cao đến cực dương và sau đó được điều tiêu qua hệ thống thấu kính. Một hệ thống làm lệch bằng điện từ hướng tia vào mối hàn. Khi điện tử va chạm mạnh vào chi tiết, nó chuyển phần lớn động năng thành nhiệt, nhờ đó mà vật liệu nóng chảy và bốc hơi. Nơi đây hình thành một kênh khí với chất nóng chảy quay vòng. Do đó có thể hàn nối đối đầu một chi tiết thép đến 200 mm dày trong một công đoạn làm việc. Mối hàn hẹp với hình dạng
nêm nhẹ (Hình 4).
Ưu điểm:
• Phù hợp cho tất cả các kim loại và hợp kim cũng như cho các kết cấu hỗn hợp.
• Năng suất hàn cao và chi tiết hầu như không bị méo.
Khuyết điểm: Cần cẩn thận che chắn vì sự nguy hiểm của tia X-quang.
Mục lục [Hiển thị]
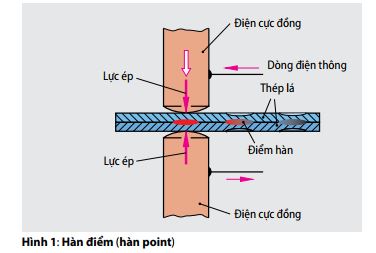
Phương pháp hàn ép bằng điện trở sử dụng nhiệt được tạo ra từ các dòng điện đi qua vùng tiếp xúc của bộ phận hàn. Ta phân biệt hàn điểm (hàn bấm), hàn nổi và mối hàn lăn. Ở hàn điểm (RP*) (hàn point) thép lá nằm chồng lên nhau được kết nối với từng điểm hàn. Các tấm thép lá được ép điểm lại với nhau từ hai điện cực bằng đồng làm nguội bằng nước. Trong thời gian ngắn dòng điện cao từ một điện cực chạy vào điện cực khác thông qua thép lá. Thông qua điện trở cao tại vị trí tiếp xúc trên thép lá ép với nhau, nhiệt độ hàn cần thiết được hình thành. Nó tạo thành một điểm hàn dạng hạt đậu (Hình 1).
Ở hàn nổi (RB*) hai chi tiết được hàn, một trong đó có điểm lồi lên (điểm hàn lồi lên) (Hình 2).
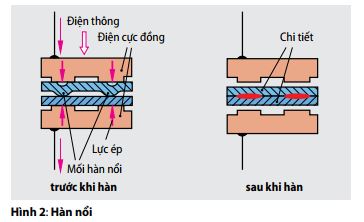
Hai điện cực bằng đồng ép các chi tiết với nhau. Càc gờ lồi của chi tiết được hàn dạng điểm với chi tiết tiếp giáp khi dòng điện đi qua. Ở hàn lăn (RR*) hai thép lá để hàn đi qua hai điện cực lăn bằng đồng và được ép với nhau (Hình 3).

Xung dòng điện tạo ra điểm hàn. Ở một tần số xung cao những điểm chồng lên nhau và tạo thành một mối hàn kín có liên quan đến nhau. Trong quá trình hàn ép bằng điện trở, cường độ dòng điện, thời gian và áp lực tiếp xúc cũng như kích thước của mối hàn phải được phối hợp với nhau.
Ở hàn ma sát nhiệt dùng để hàn được hình thành qua ma sát. Trên một máy hàn ma sát một bộ phận kết nối được đưa vào chạy và sau đó ép vào bộ phận kết nối tĩnh. Qua ma sát các mặt tiếp xúc được nung nóng rất nhanh. Ngay khi vật liệu ở đó trở nên dẻo, bộ phận quay được dừng lại. Với một lực chồn ép bổ sung, hai bộ phận được ép với nhau và hàn dính lại. Nó hình thành một gân tròn nhỏ. Phạm vi ứng dụng: Cơ phận, thí dụ như trục
các đăng (Hình 4).

Việc lựa chọn phương pháp hàn thích hợp phụ thuộc chủ yếu theo phạm vi ứng dụng của cấu kiện được hàn và theo vật liệu hàn (Bảng 1).

Chất lượng của một kết nối hàn không chỉ nằm ở thiết bị máy móc và vật liệu được sử dụng mà còn tùy thuộc cơ bản vào kỹ năng chuyên môn và độ tin cậy của thợ hàn. Chất lượng mối hàn kết nối được đặt yêu cầu cao ở chế tạo kết cấu thép, chế tạo đường ống, chế tạo máy, trong kỹ thuật hạt nhân, kỹ thuật giao thông và trong hàng không và không gian. Chất lượng của một kết nối hàn thường phải được kiểm tra xác minh. Sự kiểm tra không phá hủy (Trang 299) được thực hiện với phương pháp thẩm thấu màu, phương pháp bột nam châm (bột từ), kiểm tra bằng siêu âm và kiểm tra bằng X quang. Sự kiểm tra có phá hủy mối hàn rất cần thiết khi chứng minh giá trị sức bền cơ học hoặc tiết diện của mối hàn (Hình 1)

phải được khảo sát. Việc bẻ mối hàn 1800 cũng thuộc vào sự kiểm tra có phá hủy để kiểm tra khuyết tật kết nối hay xỉ tạp (Hình 2).

Một mối hàn tốt vẫn giữ nguyên vẹn, mối hàn xấu thì gãy. Với các cấu kiện hàn bắt buộc phải nghiệm thu thí dụ như bồn áp lực, thì chỉ được phép đưa vào những chuyên viên hàn đã được chứng nhận.
Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th07 25, 2025 by Bientapbien 01
Th07 25, 2025 by Bientapbien 01

