Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Vật liệu
Tổng quan
Những vật liệu được gọi là thép khi thành phần chính là sắt thông thường chứa hàm lượng carbon thấp hơn 2% và có thêm hàm lượng các nguyên tố khác. Thép được gia công tiếp tục bằng phương pháp cán để trở thành bán thành phẩm hoặc thành phẩm. Gang đúc cũng là vật liệu gốc sắt. Tuy nhiên trong gang sắt có trữ lượng trên 2% carbon, cũng có thể chứa các nguyên liệu khác và được đúc thành chi tiết. Qua sản xuất có chủ đích, qua luyện kim và qua nhiệt luyện, thép và gang sắt có thể có những đặc tính vật liệu hoàn toàn khác nhau (Hình 1). Ngoài ra vì được sản xuất với giá rẻ, thép và gang sắt là những vật liệu kim loại được sử dụng nhiều nhất.

Những tính chất tiêu biểu của thép và gang sắt là:
• dễ bị ăn mòn ở trạng thái không phải là hợp kim • tỉ trọng lớn: ϱ = 7,85 kg/dm3
• có độ bền chống ăn mòn ở trạng thái hợp kim • có thể tái chế được
Mục lục [Hiển thị]
Ngoài thành phần chính là sắt, sắt thô bao gồm độ 4% carbon và những chất kèm theo hoặc không thích hợp hoặc quá nhiều nguyên tố tạp như silic, mangan, sulphur (lưu huỳnh) và photpho.Trong việc sản xuất thép từ gang thỏi, ta cần phải hạ thấp lượng carbon và loại trừ đến mức thấp nhất các chất không thích hợp. Người ta gọi quá trình này là tinh luyện. Sau khi tinh luyện, thép sẽ được xử lý lại (Trang 253). Những phương pháp tinh luyện quan trọng nhất là phương pháp thổi oxy, phương pháp thổi liên kết oxy khí trơ và phương pháp tia điện hồ quang.
Phương pháp thổi oxy
Phương pháp thổi oxy được thực hiện trong một lò chuyển (nồi chuyển đổi) (Hình 1).
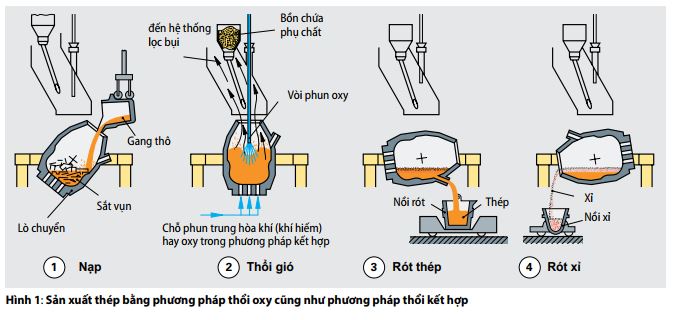
Sắt vụn và gang thỏi dưới dạng lỏng được cho vào lò chuyển ở vị trí đong đầy ➀.Tiếp theo đó lò được dựng đứng và được thổi oxy vào gang thỏi lỏng với áp suất 8 đến 12 bar ➁. Oxy bắt đầu phản ứng mãnh liệt với những chất kèm theo sắt có tác dụng làm cho chất lỏng sôi. Bây giờ vôi được đưa thêm vào. Chúng tạo thành một loại xỉ sắt lỏng trên mặt sắt lỏng và kết cấu với những thành phần thể rắn bị cháy cũng như những chất kèm theo sắt không thích hợp. Chất carbon trong sắt thô được đốt cháy trong khi tinh luyện hầu như tất cả thành CO và CO2, bay lên dưới dạng khí. Những thành phần hợp kim cần thiết và những chất khử oxy sẽ được thêm vào sau khi xong tinh luyện và trước khi đúc thép. Sau đó, trước tiên là cho thép chảy xuyên qua lỗ thoát vào máng (nồi) đúc ➂ và tiếp theo xỉ sắt được đổ ra vành miệng của lò (nồi) chuyển ④.
Phương pháp thổi kết hợp oxy/khí hiếm
Trong phương pháp thổi oxy, bể nóng chảy không được tia oxy từ phía trên xáo trộn kỹ càng. Ngoài ra phạm vi dùng sắt phế liệu bị giới hạn và xỉ sắt có chứa nhiều oxít sắt. Với phương pháp thổi kết hợp, người ta thổi thêm vào oxy và khí hiếm như argon hay nitơ qua đáy của lò chuyển vào kim loại lỏng. Những loại khí này trộn khối lỏng đều hơn, nhờ thế sẽ có thể sử dụng nhiều sắt vụn hơn. Hơn nữa thời gian thổi khí ngắn hơn cũng như sự thất thoát sắt và các nguyên tố hợp kim ít hơn. Thép tinh luyện ít bị sét gỉ xâm nhập và có thể sử dụng cách này cho những loại thép mềm với thành phần carbon đến 0,02%. Chính vì những ưu thế này mà phần lớn chỉ còn dùng phương pháp thổi kết hợp
Phương pháp lò điện
Phương pháp lò điện được thực hiện trong một lò điện hồ quang hoặc một lò cảm ứng (Hình 1).

Nguyên liệu được đưa vào lò hồ quang đa số là thép vụn, cũng có một phần là sắt xốp và sắt thô. Ngoài ra có thêm vào vôi để cấu kết thành xỉ sắt và chất khử. Tia hồ quang giữa điện cực than và vật liệu hóa lỏng tạo ra nhiệt độ có thể lên đến 35000C. Vì thế những nguyên tố khó hóa lỏng như vonfram hay molybden cũng được nấu chảy. Lò hồ quang được dùng ưu tiên cho việc tái sản xuất thép từ thép vụn (tái chế).
Khử oxy
Khi khử oxy, thép hóa lỏng được thêm vào nguyên liệu silic hoặc nhôm. Những nguyên liệu này kết nối với oxy được tách rời lúc thép đông đặc. Trong thép lỏng không nổi lên bọt khí, cho nên thép thỏi không có lỗ bọng của bọt khí (Hình 2).

Thép đông đặc trong tình trạng đã khử được oxy (ổn định). Vùng rìa (vùng biên) và lõi có cùng một thành phần như nhau. Vì thế mà tất cả các loại thép đều được đúc ở tình trạng khử oxy.
Khử khí bằng áp suất chân không
Tuy đã qua giai đoạn khử oxy nhưng cũng còn thành phần khí hòa tan, nhất là khí hydro (khinh khí) trong thép. Chúng sẽ tách rời thép theo thời gian, gây ứng suất lớn và đường nứt mịn trong thép và do đó làm suy giảm độ đàn hồi và độ bền chống lão hóa. Nếu đổ thép lỏng sang một bồn chứa chân không, các loại khí sẽ thoát hầu hết khỏi thép lỏng và có thể hút hết ra được (Hình 3).

Xử lý bằng khí lọc (Làm sạch bằng khí)
Trong việc xử lý bằng khí lọc, khí làm sạch (argon) được ép thổi từ dưới xuyên qua thép lỏng. Trong tình thế này, khí hòa trộn với thép lỏng, tách rời chất bẩn và đưa lên mặt thép lỏng. Việc xử lý sạch bằng khí argon có thể thay thế hay bổ sung cho phương pháp chân không.
Phương pháp nấu lỏng lại
Người ta dùng phương pháp nấu lỏng lại đặc biệt để sản xuất thép không gỉ tinh khiết. Trong phương pháp tinh luyện thép bằng điện (Phương pháp nung chảy lại để tinh luyện kim loại), khối thép cao cấp (không gỉ) sản xuất bằng phương pháp lò điện được xem là điện cực nóng chảy nhúng vào xỉ sắt thể lỏng trong một khuôn đúc kim loại (Hình 4).

Nhiệt lượng cần thiết để làm nóng chảy được sinh ra khi điện đi qua bể xỉ sắt lỏng có tác dụng như một điện trở. Thép được nung chảy nhỏ giọt qua lớp xỉ sắt để lọc rửa trong khuôn đúc đồng được làm nguội bằng nước và đông đặc thành một thỏi nấu lại có độ tinh khiết cực cao và thành phần đồng đều. Những phương pháp xử lý nối tiếp làm cho chất lượng thép được cải thiện, loại bỏ trong đó những chất kèm theo ngoài ý muốn.
3.1.Đúc thép
Thép lỏng đã được xử lý xong phần lớn được rót vào thiết bị đúc liên tục để đúc thành thanh dài (Hình 1). Thanh dài này là hình dạng ban đầu để cho gia công cán. Những khối đúc rất to cho gia công rèn thì được đúc bằng khuôn kim loại.

Đúc liên tục
Trong phương pháp đúc liên tục, thép lỏng từ bồn chứa (lò tiền) được đổ vào một bồn chứa trung gian (Hình 1). Từ bồn này thép chảy liên tục vào một khuôn đúc bằng đồng được làm nguội bằng nước và đông đặc ở nơi vùng biên. Thanh thép dài thành hình với lõi bên trong còn lỏng được liên tục kéo ra khỏi khuôn đúc. Trong một buồng làm nguội hình cung với những trục lăn đổi hướng, thanh thép được phun nước và chuyển hướng theo chiều nằm ngang. Sau khi đổi hướng và ra khỏi buồng làm nguội, thanh thép được chỉnh sửa và cắt thành khúc. Qua việc đúc liên tục ta có được những thỏi để gia công cán có kích thước gần với thiết diện của thành phẩm. Vì thế mà trong các lượt cán tiếp theo chỉ cần rất ít công đoạn. Qua việc làm nguội đột ngột, thép đúc bằng phương pháp đúc liên tục có cấu trúc mịn hơn thép khối đúc bằng khuôn. Nhờ ưu điểm này mà phương pháp đúc liên tục vượt xa và thay thế phương pháp đúc bằng khuôn (Hình 2).

3.2.Gia công tiếp nối của các loại thép
Thép được đúc ra thanh dài hay khối được cán, kéo (Trang 98), rèn (Trang 100) hoặc ép đúc liên tục (Trang 101) để thành bán thành phẩm và thành phẩm. Bán thành phẩm là sản phẩm trung gian, thí dụ như những khối cán hay những phôi tấm (phiến). Những bán thành phẩm này sẽ được tiếp tục gia công để trở nên thành phẩm. Thành phẩm là thép định hình và phôi dạng thanh (thép cây hoặc thanh thép tròn), thép lá (thép tấm cán mỏng), ống thép và dây thép.
Cách đặt tên có hệ thống cho thép ở châu Âu được quy định một cách thống nhất bằng chuẩn DIN EN 10027. Phần 1 của chuẩn này quy định sự sắp xếp của tên tắt, phần 2 là cấu trúc của số vật liệu. Tên tắt được cấu tạo từ ký hiệu chính theo mục đích sử dụng và và đặc tính hay với thành phần hợp kim của thép. Ký hiệu bổ sung tùy thuộc vào từng nhóm thép cũng như nhóm sản phẩm.
Tên tắt được kết hợp từ ký hiệu chính và ký hiệu bổ sung (Hình 1). Ký hiệu chính gồm có chữ cái mã với chỉ dẫn về phạm vi ứng dụng và một con số cũng như một mẫu tự nữa và con một số cho đặc tính cơ hay đặc tính vật lý (Bảng 1). Những ký hiệu bổ sung cho từng loại thép được ghi không có khoảng trống trực tiếp dính liền với ký hiệu chính (Bảng 2). Ký hiệu bổ sung tiếp theo về sản phẩm thép được nối tiếp với dấu cộng (+) (Trang 257). Đối với những loại thép chế tạo cơ khí và kết cấu thép thì những ký hiệu bổ sung được chia thành 2 nhóm phụ (Bảng 2). Nhóm 1 có những ký hiệu cho công va đập mẫu có khía và cho nhiệt luyện cũng như khả năng ghi nhận các tính năng khác. Nhóm thứ 2 gồm có những ký hiệu phụ cho những tính chất đặc biệt và thích ứng, thí dụ như tính phù hợp đặc biệt của một loại sắt cho phương pháp biến dạng nguội.

Thí dụ: Thép trong kết cấu thép có mẫu tự mã S. Những loại thép này được cán nóng thành thép có thiết diện (thép định hình) hoặc phôi dạng thanh. Những sản phẩm này được dùng cho các thiết kế bằng thép như thép làm khung sườn cho nhà xưởng, thiết bị cần trục và cầu sắt, ngoài ra cũng được dùng trong ngành cơ khí chẳng hạn như sườn máy được hàn.

3.1.Tên tắt của thép theo thành phần hóa học
Với tên tắt này, những loại thép carbon được đặt tên không theo ngành ứng dụng, những loại thép không gỉ và những thép hợp kim khác. Người ta phân loại cách cấu tạo những tên tắt thành 4 nhóm phụ:
Những loại thép carbon với hàm lượng magan dưới 1% (ngoại trừ thép tiện gia công tự động hay còn gọi là thép da láng hoặc thép chuẩn hóa). Những tên tắt được kết hợp từ ký hiệu chính và ký hiệu bổ sung (Bảng 1). Những ký hiệu nối tiếp cho sản phẩm thép được ghi thêm bằng dấu cộng (trang 257).

Thí dụ: C35E là một loại thép carbon (C) với thành phần mangan < 1%, một hàm lượng C bằng 35 :100 = 0,35% và một thành phần lưu huỳnh tối đa được quy định (E). Thép này nhờ có hàm lượng C của nó nên được dùng làm thép nhiệt luyện.
Thép carbon với thành phần mangan ≥ 1%, thép cắt gọt tự động (thép da láng/thép chuẩn hóa) hay thép hợp kim, nếu hàm lượng của mỗi thành phần hợp kim dưới 5% (ngoại trừ thép dụng cụ cắt với tốc độ cao hay còn gọi là thép gió)
Tên tắt gồm có :
• Chỉ số của hàm lượng carbon (chỉ số = thành phần carbon theo đơn vị % x 100).
• Ký hiệu hóa học của nguyên tố hợp kim, theo thứ tự hàm lượng của thành phần.

• Hàm lượng nhân với hệ số của nguyên tố hợp kim (Bảng 2) Thí dụ (Hình 1): 22CrMoS3-3 là một thép hợp kim (thép thấm carbon) với 22: 100 = 0,22% C, 3:4 = 0,75% Cr và 3:10 = 0,3% Mo).

Hàm lượng của S không được cho biết.
Hợp kim thép (ngoại trừ thép dụng cụ cắt gọt tốc độ cao/thép gió), cho đến khi hàm lượng của một nguyên tố hợp kim ≥ 5%
Tên tắt gồm có:
• Mẫu tự ký hiệu X cho thép hợp kim cao.
• Chỉ số của hàm lượng carbon (chỉ số = thành phần carbon với đơn vị % x 100).
• Những ký hiệu hóa học của các nguyên tố trong thành phần hợp kim.
• Những hàm lượng của nguyên tố hợp kim, được ghi trực tiếp bằng phần trăm.
Thí dụ (Hình 2):

X37CrMoV5-1 là một hợp kim thép gia công nóng với 37:100 = 0,37% C, 5% Cr và 1% Mo. Hàm lượng V không được cho biết.
Thép dụng cụ cắt gọt tốc độ cao (Thép gió)
Tên tắt gồm có:
• Chữ cái mã (mẫu tự nhận dạng) HS cho thép dụng cụ cắt gọt tốc độ cao.
• Những hàm lượng của thành phần hợp kim (theo thứ tự W, Mo, V, Co), trực tiếp bằng phần trăm.
Thí dụ: HS6-5-2-5 là một loại thép dụng cụ gia công nhanh với 6% vonfram (tungsten), 5% molybden,2% vanadium và % cobalt.
3.2.Ký hiệu bổ sung cho sản phẩm thép
Nếu thép được gia công thành sản phẩm, thí dụ như thép định hình, phải qua một quá trình xử lý tiếp tục, người ta có thể ghi lại bằng một ký hiệu bổ sung trong tên tắt của vật liệu. Những ký hiệu này liên quan đến sự thích hợp của thép cho những nhu cầu đặc biệt, loại lớp phủ hoặc tình trạng xử lý (Bảng 1). Những ký hiệu bổ sung gồm có những mẫu tự và số. Chúng được nối vào tên tắt của thép với con dấu cộng.

Thí dụ:
S235J2+Z là một loại thép cho kết cấu thép với giới hạn chảy tối thiểu Re=235 N/mm2, công va đập mẫu có khía là 27J ở -200C (Trang 255), mạ kẽm lỏng. X30 Cr13+C là một loại thép không gỉ với 0,3% carbon, 13% chrom, bị biến cứng do gia công nguội.
3.Tên gọi của thép với số vật liệu
Tất cả vật liệu kim loại đều có thể đặt tên tắt hoặc với số vật liệu. Số vật liệu của thép bao gồm số 1 cho nhóm chính của thép, một con số với hai đơn vị cho nhóm thép và một số đếm với hai đơn vị, trong trường hợp cần
có thể mở rộng ra đến 4 đơn vị.
Hệ thống của số nhóm thép phân biệt giữa thép carbon và hợp kim thép, mỗi nhóm được chia thành nhóm phụ cho thép chất lượng cao (thép cao cấp) và thép không gỉ (thép tinh luyện/thép quý) (Bảng 2).

Mã số đầy đủ có thể lấy từ các sách có bảng tra cứu. Số vật liệu không bị thay đổi khi thay đổi tên tắt thí dụ từ St37-2 thành S235JR.
Đặc tính của thép chẳng hạn như độ bền kéo, độ dai và khả năng biến dạng đạt được qua thành phần hợp kim (hàm lượng carbon, nguyên tố hợp kim), cấu tạo tinh thể và tình trạng xử lý. Trong cấu tạo tinh thể, thành phần của cấu tạo như ferit và peclit và độ lớn của hạt tinh thể như là hạt mịn, hạt thô đóng vai trò quyết định. Các loại thép được chia nhóm thép theo thành phần hợp kim và theo cấp chất lượng.
2.Phân loại theo thành phần vật liệu
Thép carbon.
Trong thép carbon, những nguyên tố không được phép đạt tới trị số giới hạn trong Bảng 1. Thép không gỉ. Thép không sét gỉ có hàm lượng crôm tối thiểu 10,5% và hàm lượng carbon tối đa 1,2%. Theo đặc tính chính, người ta phân biệt thép bền mài mòn, thép chịu nhiệt và thép nhiệt độ cao.

Những loại thép hợp kim khác.
Nhóm này gồm có tất cả những loại thép với ít nhất một nguyên tố tới mức hay vượt qua giới hạn của. Bảng 1 và không thuộc vào loại thép không gỉ.
Phân loại theo cấp chất lượng chính
Những thành phần của các chất đi kèm (tạp chất) trong sắt thô còn sót lại qua quy trình sản xuất thép có ảnh hưởng lớn đến chất lượng thép (trang 251). Những tạp chất này trong sắt thô như carbon, phosphor, sulphur, hydro v.v. được giảm thiểu nhờ phương pháp sản xuất thép cũng như phương pháp xử lý kế tiếp cho thép (khử oxy, xử lý chân không) (trang 253). Sau khi giảm thiểu được các chất đi kèm và đạt được độ chính xác của thành phần nguyên tố hợp kim, thép được phân ra thành thép chất lượng và thép cao cấp. Thép cao cấp nổi bật do độ tinh khiết cao và độ chính xác của các thành phần. Chỉ chúng mới có thể đạt được trị số đảm bảo về độ bền và độ cứng qua xử lý nhiệt.
Người ta phân biệt bốn cấp chất lượng chính:
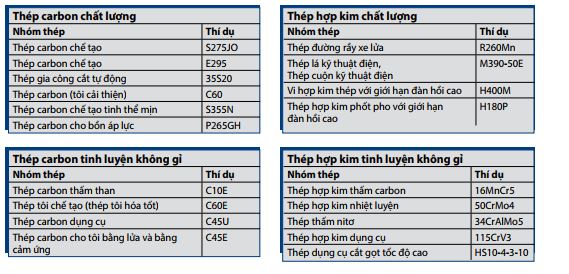
• Thép carbon chất lượng • Thép hợp kim chất lượng
• Thép carbon cao cấp • Thép hợp kim cao cấp
Thí dụ cho các nhóm thép trong bốn cấp chất lượng chính
1.Các loại thép và ứng dụng
Thép tùy theo ứng dụng được phân chia thành thép chế tạo (thép kết cấu) và thép dụng cụ. Thép chế tạo được dùng để gia công những chi tiết (bộ phận) cho chế tạo máy và ô tô cũng như cho kiến trúc xây dựng, bồn chứa, tàu bè. Thép dụng cụ được dùng làm dụng cụ cắt gọt và cho khuôn đúc xịt và khuôn rèn.
2.Thép xây dựng (Thép chế tạo)
Tùy theo ứng dụng, thép chế tạo phải có những tính chất khác nhau:
• Có đủ độ bền và độ dai. • Thích ứng cao cho gia công biến dạng, hàn.
• Thích ứng cao cho gia công cắt gọt. • Độ bền chống ăn mòn và mài mòn.
Những nhóm sau đây thuộc vào nhóm thép chế tạo:
Thép chế tạo carbon
Thép chế tạo carbon trong ngành xây dựng kết cấu thép và ngành chế tạo máy với giá rẻ có giới hạn đàn hồi và độ bền kéo trung bình cho tải trọng thấp đến trung bình. Những loại thép này có những tính chất thích hợp cho ứng dụng trong tình trạng giao hàng cho nên không cần phải nhiệt luyện. Chúng được đưa vào thị trường dưới dạng thanh cán nóng hay thanh kéo láng hoặc thép định hình. Những loại thép chế tạo đều thích hợp cho gia công hàn. Thí dụ S235J0 ⇒ Thép chế tạo carbon với Re=235 N/mm2, công va đập mẫu có khía 27J ở nhiệt độ 00C.
Thép chế tạo hạt mịn thích ứng gia công hàn (Hình 1)

Những loại thép này có thành phần carbon thấp cũng như hàm lượng các nguyên tố Cr, Ni, Cu, và V cũng ít. Vì thế mà chúng thích ứng cho gia công hàn cũng nhưng không bị lão hóa và không bị giòn dễ gãy. Hậu xử lý cơ - nhiệt sẽ làm cho chúng đặc biệt dai. Chúng được ứng dụng cho những kiến trúc hàn có tải trọng cao. Thí dụ: S275M ⇒ Thép tinh thể mịn thích ứng gia công hàn, Re=275 N/mm2, được cán cơ-nhiệt (M).
Thép tự động (Hình 2)

Thép tự động (thép da láng, thép chuẩn hóa) là thép gia công cắt tự động có hàm lượng lưu huỳnh cao hơn bình thường và có khi thêm vào chì. Do những thành phần hợp kim này, các mảnh phoi gãy ngắn hơn. Thép gia công cắt tự động được đưa vào máy tiện tự động để gia công những chi tiết tiện. Thí dụ: 10SPb20 ⇒ Thép carbon gia công tự động thấm carbon với 0,10%C, 0,20% S và thêm vào chất phụ gia có chì (Pb).
Thép thấm carbon (Hình 3)

Những loại thép thấm carbon là loại thép với hàm lượng carbon thấp. Nhờ xử lý thấm carbon (Trang 287) chúng nhận thêm carbon vào vùng lớp ngoài và ở đó có thể trui (tôi). Người ta làm nên những cấu kiện cần có tính dẻo ở trong đồng thời cứng và không hao mòn ở lớp ngoài như các bánh xe răng. Thí dụ: 20MoCr4 ⇒ Thép hợp kim thấm carbon với 0,20% C, 0,4% Mo và một ít Cr.
Thép thấm nitơ
Các loại thép thấm nitơ tiếp nhận một lớp nitơ mỏng ngoài biên nhưng đặc biệt rất cứng (trang 288). Chúng thích hợp cho những bộ phận cần có bề mặt cứng và khả năng chịu đựng hao mòn, thí dụ như van (xú páp). Thí dụ: 31CrMoV9 ⇒ Thép thấm nitơ với 0,31% C, 2,25% Cr, ít Mo và V.
Thép nhiệt luyện (Thép nâng phẩm, thép cải thiện)
Các loại thép nhiệt luyện có hàm lượng carbon giữa 0,2% và 0,65% và qua nhiệt luyện nâng phẩm (trang 285) đạt được độ bền kéo cao. Chúng được sản xuất chủ yếu cho những cơ phận phải chịu ứng lực cao thí dụ như trục hộp số. Thí dụ: 51CrV4 ⇒ Hợp kim thép nhiệt luyện với 0,51%C, 1% Cr và một ít V. Thép xây dựng 260
Thép dùng trong những ứng dụng đặc biệt
Những loại thép này gồm thép nguội dẻo và loại thép không gỉ. Thép dẻo lạnh giữ tính chất dẻo dai ở cả nhiệt độ thấp. Chúng được sử dụng thí dụ trong kỹ thuật lạnh và những thiết bị cho khí hóa lỏng. Thép không gỉ được chia ra những thép chịu ăn mòn, thép chịu nhiệt và thép nhiệt độ cao (thép bền nhiệt). Chúng được sử dụng khi cần những đặc tính này hoặc kết hợp nhiều đặc tính thí dụ như trong ngành thực phẩm hoặc bánh xe cánh tuabin (Hình 1).

Thí dụ X10CrAl24 ⇒ Thép chịu nhiệt, có độ bền chống ăn mòn ở nhiệt độ cao trong môi trường chứa khí có thành phần lưu huỳnh.
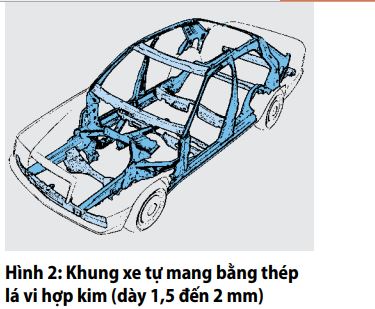
Thép lá mỏng và bồn áp lực
Thép cán mỏng được chia thành thép thật mỏng (dưới 0,5 mm), thép mỏng (0,5 đến 3 mm), thép cán trung bình (3 đến 4,75 mm) và thép cán dày (trên 4,75 mm). Chúng được sản xuất bằng những loại thép đặc biệt. Thép cán mỏng được ứng dụng chủ yếu trong ngành thiết kế khung xe và dụng cụ trong gia đình (Hình 2). Thép cán trung bình và thô được dùng trước hết cho những thiết kế chịu tải (có chức năng đỡ), như trong các ngành cơ khí, thùng chứa, cần trục và tàu. Thùng chứa áp suất và nồi hơi được chế tạo bằng thép chắc chắn không vỡ giòn, hàn được bằng phương pháp hàn nóng chảy, thường làm bằng thép nhiệt độ cao.
Thí dụ: DC03 Lá cán nguội của thép mềm với giới hạn chảy Re= 240 N/mm2 HC420LA Lá cán của thép có vi hợp kim với giới hạn đàn hồi cao Re= 420 N/mm2 P265GH ⇒ Sản phẩm phẳng bằng thép thùng chứa có áp lực với giới hạn đàn hồi Re = 265 N/mm
Dụng cụ gia công được sản xuất bằng thép dụng cụ. Tùy theo nhiệt độ sử dụng, chúng được chia ra thành nhóm thép gia công nguội, thép gia công nóng và thép gió. Ngoại trừ vài loại thép gia công nguội, tất cả thép dụng cụ là hợp kim. Chúng được tôi (trui) trước khi sử dụng (Trang 281).
1.Thép gia công nguội
Những thành phần làm bằng các loại thép gia công nguội chỉ nên sử dụng trong nhiệt độ tối đa là 2000C. Chúng được dùng làm những dụng cụ đơn giản như đục, hoặc những mảnh cắt và chày cắt cho dụng cụ cắt (Trang 105) cũng như dụng cụ vuốt sâu hay khuôn đúc phun nhựa (Hình 3).

Thí dụ: X42Cr13 ⇒ Thép dụng cụ nguội với 0,42% C và 13% Cr.
2.Thép gia công nóng
Những loại thép gia công nóng được dùng nếu nhiệt độ sử dụng lên đến 4000C. Thuộc vào nhóm này là chày dập ép của máy ép đùn, khuôn đúc áp lực cho kim loại nhẹ và kim loại nặng cũng như khuôn rèn (Hình 4).

Thí dụ: X38CrMoV5-3 ⇒ Thép gia công nóng với 0,38% C, 5% Cr, 3% Mo và một ít V.
3.Thép cao tốc (Thép gió, thép gia công nhanh)
Thép cao tốc chủ yếu dùng để cắt gọt (Trang 114) và gia công biến dạng. Nhờ vào hàm lượng hợp kim mà thép gia công nhanh có thể được sử dụng đến 6000C.
Thí dụ: HS6-5-2 ⇒ Thép gia công nhanh với 6% W, 5% Mo và 2% V.
4.Dạng thương phẩm của thép (Dạng thép trên thị trường)
Thép nấu lỏng được đúc liên tục và kéo thành thanh, thanh được cán, ép đúc liên tục và kéo thành hình những sản phẩm khác nhau cho thị trường (Bảng 1). Những sản phẩm thông thường nhất là thép hình, thép thanh, ống và tiết diện rỗng, lá tôn, băng cũng như dây. Chúng được gọi theo tên ngắn được chuẩn hóa.

Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th11 23, 2021 by Nguyễn Hải
Th11 23, 2021 by Nguyễn Hải

