Danh mục sản phẩm
Th11 22, 2021 / Theo Nguyễn Hải / in Vật liệu
Luyện gang thô (gang thỏi)
Thép và gang sắt được sản xuất từ sắt thô. Chính sắt thô được làm thành từ quặng sắt ở lò cao (Hình 2).

Quá trình trong lò cao. Lò cao được đổ vào từng đợt với một hỗn hợp gồm quặng, phụ chất và than cốc. Phụ gia (chất trợ dung) tiếp nhận thành phần của những loại quặng lúc đun chảy. Than cốc cháy một phần do gió nóng được thổi vào và nhờ đó cung cấp nhiệt nóng chảy cho các chất đưa vào. Phần còn lại của than cốc khử quặng sắt thành kim loại sắt. Trong sắt có thành phần carbon của than cốc hòa tan. Sắt thô phát sinh ở thể lỏng tụ lại dưới đáy lò, được cho chảy ra theo mẻ. Quặng sắt được khử oxy trong lò cao biến thành gang thỏi.
1.Nấu chảy vật liệu gang sắt
Vật liệu khởi đầu của gang sắt đúc là sắt thô đúc, thép và gang phế thải và vật liệu tái chế (vật liệu sử dụng lại) của xưởng đúc. Vật liệu sử dụng lại của xưởng đúc thí dụ như là đậu rót (phễu rót) và đậu hơi (đậu ngót) (Trang 87) của vật đúc. Ngoài ra còn thêm những nguyên tố hợp kim dưới dạng hợp kim Ferro. Hợp kim Ferro là hợp kim sắt với một thành phần rất cao (thí dụ 60%) của một nguyên liệu kim loại. Để chế tạo vật liệu gang đúc, những nguyên liệu kim loại khởi đầu được nấu hòa tan trong lò. Tùy theo loại gang sắt, phụ liệu và năng lượng nhiệt sử dụng, người ta phải sử dụng các loại lò khác nhau. Lò đứng (lò cupola) (Hình 1).

Lò đứng, cũng được gọi là lò thùng đúc lớn, là hệ thống nấu được dùng nhiều nhất cho vật liệu gang sắt, nhất là gang với graphit tấm.

Lò đứng có một buồng lò dạng ống khói (dạng đứng), vỏ được xây bằng chất chịu lửa. Gió - không khí đốt nóng - được thổi vào từ phía dưới qua vòi phun và đốt cháy than cốc. Khí đốt nóng thoát lên cao nung những phụ liệu tụt từ trên xuống. Cao hơn khỏi vòi phun một tí, sắt được hóa lỏng và nhỏ giọt (nhểu) vào lò. Sắt lỏng chảy ra khỏi lò đứng vào lò ngoài, lò này đóng vai bồn chứa. Qua ống xi phông, gang đúc được tách rời khỏi chất xỉ sắt nhẹ hơn. Lò đứng gió nóng hoạt động với khí đốt hâm nóng trước. Nhờ thế mà lò đạt được nhiệt độ và lưu lượng cao hơn. Lò nồi cảm ứng (Hình 2).

Lò này không chỉ được dùng để nấu chảy mà còn dùng để giữ (ủ) nóng gang lỏng. Lò cảm ứng gồm có một nồi chịu lửa, chung quanh được quấn dây đồng làm nguội bằng nước. Một dòng điện xoay chiều chạy qua cuộn dây này và tạo ra một từ trường xoay chiều làm nóng chảy các vật liệu sử dụng. Từ trường xoay chiều gây ra chuyển động khuấy, khiến các nguyên liệu hợp kim được phân phối đều. Lò hồ quang. Những lò ánh sáng hồ quang giống như lò điện (Trang 253) được dùng để nấu vật liệu gang sắt đúc. Với lò cảm ứng và lò hồ quang có thể đạt được mức tinh khiết cao và thành phần kim loại chính xác. Phương pháp liên hợp (gia công kép, song công). Khi dùng phương pháp song công, gang đúc được nấu chảy trong lò đứng được chuyển sang lò nung cảm ứng để pha trộn hợp kim nơi đây trước khi đúc.
1.Tên ngắn của vật liệu gang sắt đúc theo chuẩn EN 1560
Tên ngắn của vật liệu gang được dự kiến gồm 6 phần mà không nhất định phải sử dụng toàn bộ.

Giải thích:
EN-GJL-HB215: gang sắt đúc (GJ) với than lá mỏng, độ cứng HB 215.
EN- GJMW-360-12S-W: Gang dẻo nung khử than (GJMW), độ bền kéo Rm=360 N/mm2, độ giãn đứt 12%, mẫu đúc riêng rẽ (S), tính thích ứng hàn (W).
2.Số vật liệu của vật liệu gang sắt đúc theo tiêu chuẩn DIN EN 1560
Số vật liệu của vật liệu gang sắt đúc bao gồm 7 vị trí, được viết liền nhau. Những con số chỉ dẫn cho cấu trúc than, cơ tính hay thành phần hóa chất, của chính vật liệu đúc và về những yêu cầu đặc biệt.

Giải thích:
EN-JL2040: Gang sắt đúc (J) với graphit tấm (L), độ cứng là đặc tính chính (2), chỉ số vật liệu 04 và không có đòi hỏi đặc biệt (0).
EN-JS1024: Gang sắt đúc (J) với graphit dạng cầu (S) và độ bền kéo là đặc tính chính (1), chỉ số vật liệu 02 và độ bền va đập mẫu có khía ở nhiệt độ bình thường (4).
EN-JM1142: Gang đúc dẻo (JM) với độ bền kéo là đặc tính chính (1), chỉ số vật liệu 14 và mẫu đúc liền khối (2).
1.Gang sắt với graphit tấm (EN-GJL)
Trong gang sắt với graphit tấm (gang xám), một phần lớn của carbon là graphit dạng lá, mịn nằm xen lẫn trong cấu trúc (Hình 1) Đặc tính.
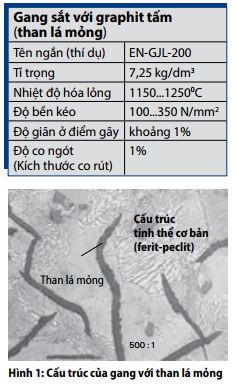
Loại than chì đen, mềm trong cấu trúc nền sáng của tinh thể ferit peclit làm cho mặt gãy hiện ra màu xám. Loại này tác động cho tính trượt tốt, tính thích ứng gia công cắt gọt và khả năng giảm chấn. Hàm lượng cao của C từ 2,6% đến 3,6% tạo ra tính dễ đúc của gang xám. Vì thế những chi tiết có hình dạng phức tạp cũng có thể đúc với gang xám (Hình 2).

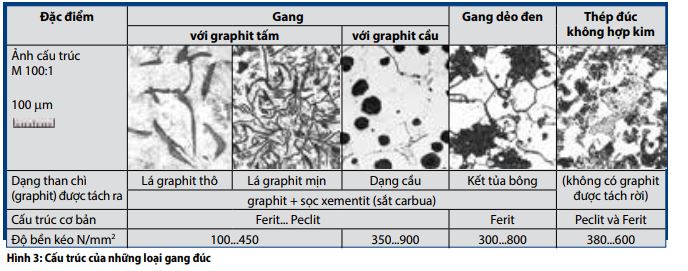
Khi có tải trọng, những graphit tấm trong gang xám tác động như là những vết khía bên trong làm giảm độ bền kéo và độ giãn ở điểm gãy một cách cơ bản. Kích cỡ của graphit tấm tùy thuộc vào tốc độ làm nguội. Graphit thô làm giảm độ bền kéo nhiều hơn graphit mịn. Độ bền kéo cũng tùy thuộc vào cấu trúc kim loại. Cấu trúc ferit có độ bền kéo tương đối thấp, tăng lên theo thành phần peclit (Hình 3).
Trái lại độ bền nén của gang đúc với graphit tấm có mức độ cao hơn 4 lần so với độ bền kéo. Gang với graphit tấm là loại gang thông dụng nhất vì đặc tính của nó và giá thành thấp. Bởi hình dáng tấm của than nên độ bền kéo bị giới hạn và độ dai rất thấp.
Phân loại: Gang sắt với tấm than chì mỏng được xếp loại hoặc với độ bền kéo hay độ cứng Brinell chia thành 6 loại:
EN-GJL-100...EN-GJL-350 hoặc EN-GJL-HB 155...EN-GJL-HB 255 Ký hiệu với độ cứng Brinell sẽ được chọn khi độ cứng có tính quyết định, thí dụ như cho chi tiết mài mòn hoặc phương pháp gia công. Ứng dụng. Thí dụ giàn máy và bàn trượt của máy công cụ cũng như vỏ hộp số hay vỏ động cơ của máy nổ được làm bằng gang xám. Gang với graphit dạng giun có graphit tách rời với dạng giun. Độ bền kéo do đó cao hơn gang với graphit tấm ở cùng khả năng dẫn nhiệt. Loại gang này thích hợp cho cơ phận chịu tác động nhiệt như thân máy nổ, nắp quy lát và cơ phận của giàn thắng xe hơi
2.Gang cầu (EN-GJS)
Ở trong gang với graphit cầu, graphit có dạng cầu chứa trong cấu trúc tinh thể cơ bản tương tự thép (Hình 3 trang 265). Đặc tính. Với dạng cầu của graphit, tác động của khía không đáng kể. Gang với graphit cầu vì thế có độ bền kéo và độ giãn ở điểm gãy cao hơn gang xám. So sánh với tất cả các loại gang, những đặc tính của gang có than dạng cầu gần nhất với thép. Qua nung ram, độ giãn ở điểm gãy được tăng lên và qua ủ nhiệt luyện độ bền kéo tăng lên. Chi tiết bằng gang với graphit cầu cũng có thể tôi cứng lớp da. Gang sắt với graphit cầu chứa graphit với hình cầu. Gang này có độ bền cao và độ giãn gãy lớn.
Ứng dụng. Những bộ phận gang cần phải có độ bền kéo cao như những bánh xe răng to, trục khuỷu máy nổ, vỏ máy bơm và vỏ hộp tuabin, giá mang bánh xe (Hình 1).

3.Gang dẻo (EN-GJMW và EN-GJMB)
Nguyên liệu ban đầu của gang dẻo là sắt nóng chảy với gần 3% carbon, 1% silic và 0,5% mangan. Chất lỏng này được đúc thành những mẫu đúc có thành mỏng (gang dẻo thô). Những phôi giòn cứng chưa thể sử dụng được này phải trải qua một quá trình nhiệt luyện kéo dài. Sau quá trình xử lý nhiệt hoặc theo hình dáng cấu trúc hình thành của gang người ta phân chia gang dẻo nung khử carbon (gang dẻo trắng: tên tắt EN-GJMW) và gang dẻo nung không khử carbon (gang dẻo đen; tên tắt EN-GJMB). Loại gang dẻo nung khử carbon với mẫu gang đúc thô nhỏ hoặc có thành mỏng được nung trong khí oxy-hóa ở lò để khử carbon trong nhiều ngày. Mặt gãy (mặt vỡ) của vùng biên được khử than có ánh kim (Hình 2).

Loại này có cơ tính tương tự như thép. Tuy nhiên những chi tiết này chỉ được khử than tới một độ sâu khoảng 5 mm. Ở những thiết diện dày hơn sắt cacbit ở phần trong sẽ được phân hủy thành than ủ dẻo. Loại gang nung không khử than các phôi gang thô được nung nhiều ngày trong lò có bầu khí trơ (nitơ). Do đó xementit (Fe3C) bị phân hủy thành ferit và than ủ (C) có dạng kết tủa bông gòn. Cấu trúc tại chỗ vỡ với hạt màu đen (Hình 3 trang 265) ở mọi nơi đều như nhau không lệ thuộc vào chiều dày của chi tiết. Đặc tính. Cả hai loại gang dẻo đều dai hơn rất nhiều so với gang có graphit tấm và dễ đúc. Thích hợp với hàn là loại gang dẻo đặc biệt EN-GJMW-360-12.
Gang dẻo nung khử than chứa ít carbon ở vùng biên. Trong loại gang dẻo nung không khử than, chất than được chứa đựng trong kết tủa dạng lọn xốp
Trong những tên tắt của các gang dẻo, tên tắt EN-GJMW hay EN-GJMB được thêm vào độ bền kéo bằng N/mm2 hay độ giãn ở điểm gãy bằng %.
Ứng dụng. Gang dẻo được ứng dụng chủ yếu trong ngành sản xuất xe, thí dụ như thanh truyền, trục lái, cần gạt. Bên cạnh đó gang này được ứng dụng trong ngành chế tạo máy thí dụ như đòn bẩy cũng như mối nối và vỏ van trong kỹ thuật lắp đặt (Hình 3).

4.Thép đúc
Qua đúc, thép đúc kết hợp được những ưu điểm của thép với khả năng tạo hình cho chi tiết. Do đó chi tiết có độ bền và độ dai cao có thể sản xuất mà hình dạng chỉ có thể đạt với kỹ thuật đúc (Hình 1).


Có nhiều loại gang thép mà thành phần cấu tạo tùy theo nhu cầu sử dụng (Bảng 1). Thép đúc khác với thép ở chỗ có bổ sung một ít chất phụ gia vào thành phần nguyên liệu để dễ đúc, thí dụ như phốt pho (P). Ký hiệu chính của thép đúc có thêm chữ G đặt trước tên tắt.
5.Thép đúc là loại thép đặc biệt được đổ khuôn.
Ứng dụng. Thép đúc sẽ dùng chế tạo những cơ phận chịu tải cao của ngành chế tạo máy lớn như vtuabin, trụ đứng máy ép và móc cần trục, chi tiết chịu lực cao của xe và cả những chi tiết nhỏ cho máy. Cùng với những nguyên liệu hợp kim khác, thành phần carbon của thép đúc và gang đúc (Bảng 2) ảnh hưởng đến cấu trúc (Trang 246). Cấu trúc có tính quyết định đến cơ tính (Trang 242), thí dụ như độ bền kéo, và cho đặc tính gia công (Trang 244) thí dụ tính đúc, tính gia công cắt gọt hoặc tính biến dạng.

Địa chỉ email của bạn sẽ không được công khai. Các trường bắt buộc được đánh dấu *
Th11 23, 2021 by Nguyễn Hải
Th11 23, 2021 by Nguyễn Hải

